
FAQ
Les couches externes de bois sèchent beaucoup plus rapidement que les internes. Lorsque des bûches épaisses et humides sèchent rapidement, les couches externes sont sèches, tandis que la couche interne commence à peine à perdre de l’humidité.
La chaleur excédentaire est prélevée directement de la cheminée après la post-combustion. Dans le même temps, mieux le bois a été séché, plus l’excès de chaleur sera important pour le pré-séchage, c’est-à-dire que le séchage sera plus efficace. Nous recommandons de sécher d’abord le bois dans un pré-séchoir, puis de le charger dans la chambre de carbonisation au début des travaux sur le four. Il est à noter que la température dans la cheminée peut atteindre 200-1200°C, l’air atmosphérique est utilisé pour abaisser la température. C’est-à-dire que la chaleur est diluée avec de l’air froid, à la suite de quoi la température du caloporteur chute à celle requise. Ce processus se produit automatiquement, l’opérateur ne règle que la température requise.
Le caloporteur généré peut être utilisé pour le séchoir à chambre ou le séchage direct dans des chariots. Le séchoir à chambre augmente considérablement l’efficacité du séchage du bois, par rapport aux chariots.
La chaleur excédentaire est prélevée directement de la cheminée après la post-combustion. La température dans la cheminée peut atteindre 800-1200°C, l’air atmosphérique est utilisé pour abaisser la température. C’est-à-dire que la chaleur est diluée avec de l’air froid, à la suite de quoi la température du caloporteur chute à celle requise. Ce processus se produit automatiquement, l’opérateur ne règle que la température requise.
Le caloporteur généré peut être utilisé pour le séchoir à chambre, le séchoir à tambour ou le séchoir à arbre.
Au fil des fibres.
En raison de l’élimination intensive de l’humidité du bois. Pour éviter la formation de fissures, il est nécessaire d’abaisser la température du caloporteur pour le séchage et d’augmenter le temps de séchage.
Les couches externes de bois sèchent beaucoup plus rapidement que les internes. Lorsque des bûches épaisses et humides sèchent rapidement, les couches externes sont sèches, tandis que la couche interne commence à peine à perdre de l’humidité.
En conséquence, le séchage du bois est inégal. Cela provoque la formation de fissures dans celui-ci, s’étendant de la surface externe vers l’intérieur le long du rayon. Des fissures dans le bois se forment également en raison du séchage plus rapide du bois de cœur par rapport à l’aubier.
Lors du séchage naturel, au contact de l’air extérieur atmosphérique en mouvement dont l’humidité relative est inférieure à 100%, le bois se dessèche. Le taux de séchage naturel est d’autant plus élevé que la température de l’air est élevée, que son humidité relative est faible et que son mouvement est rapide. En une minute, une quantité inégale d’humidité est libérée de 1 cm2 de différentes surfaces de bois : principalement – d’une section transversale de bois, moins – d’une fente longitudinale, et moins – d’une surface recouverte d’écorce.
L’humidité absolue du bois — est le rapport entre le poids de l’humidité contenue dans le bois et la masse de bois absolument sec, exprimé en pourcentage.
Exemple : Si un échantillon de 300 grammes pèse 200 grammes après séchage, son humidité absolue est de (300-200)/200*100 % = 50 %
L’humidité relative du bois — est le rapport entre le poids de l’humidité contenue dans le bois et le poids du bois brut, exprimé en pourcentage.
Exemple : Si un échantillon de 300 grammes pèse 200 grammes après séchage, son humidité relative est de (300-200)/300*100 % = 33 %
Pour la pyrolyse du bois, la teneur en humidité est d’une importance primordiale. Étant donné que le rendement en produits de carbonisation de valeur est plus petit et que la consommation de chaleur pour le processus technologique est plus grande, plus la teneur en eau du bois carbonisé est élevée.
| Nom | Teneur en humidité absolue, % | Conditions de formation |
| Bois mouillé | Plus de 100 % | Exposition prolongée à l’eau |
| Fraîchement coupé | 50-100 % | Variable selon la saison de récolte |
| Séché à l’air | 15-20% | Période prolongée d’exposition à l’air naturel chaud et sec |
| Bois séché en chambre | 6-10% | Séché dans un environnement artificiellement contrôlé |
Dans les différentes parties de l’arbre, l’eau est distribuée de manière très inégale. Il y en a plus dans l’aubier que dans le noyau; la partie kopel de la tige contient plus d’humidité que la partie supérieure. Un arbre poussant sur un sol marécageux contient plus d’humidité qu’un arbre poussant sur un sol sec. En hiver, il y a un peu plus d’humidité dans l’arbre qu’en été.
150-230°С. Cela est dû au fait qu’à une température de 250°C, une réaction exothermique commence, et lorsque la matière première est chauffée à >250°C, elle peut s’enflammer.
La source d’énergie thermique peut être :
four de carbonisation, c’est-à-dire que l’énergie thermique est générée par la combustion des produits de pyrolyse dans le bois, la chaleur résiduelle ou excédentaire est utilisée pour sécher les matières premières.
dispositif de chambre de combustion, peut fonctionner avec pratiquement n’importe quel combustible pour générer de l’énergie thermique, généralement du bois est utilisé.
Le choix du séchoir dépendra de la conception du four de carbonisation.
Pour EKKO, il est optimal d’utiliser des séchoirs à chambre ou un séchage direct dans des chariots de four EKKO utilisant un système de pré-séchage.
Pour BIO-FOUR, il est possible d’utiliser presque n’importe quel type de séchage, cependant, le meilleur choix serait un séchoir continu : arbre ou tambour.
Les séchoirs sont utilisés pour :
préparation des matières premières pour le processus de carbonisation, ce qui réduit considérablement la durée du cycle de production et améliore les caractéristiques de qualité du charbon de bois ;
production de bois de chauffage sec pour cheminées;
préparation des matières premières pour le processus de briquetage.
Séchoir à tambour. L’effet maximal de l’installation de séchage est assuré en fournissant la même quantité d’énergie thermique à chaque pièce individuelle de matière première. Ce processus est assuré au maximum par la conception du séchage à tambour, où la matière première est dans un état pseudo-suspendu. Cependant, l’utilisation du séchage à tambour pour le bois est presque impossible en raison des gros morceaux de matières premières.
Séchoir à chambre. Dans les séchoirs à chambre, cet effet est assuré par le mélange efficace de la chaleur dans la chambre. Et aussi en raison de l’utilisation de la recirculation – l’utilisation répétée de la chaleur pour la chambre, c’est-à-dire que la chaleur se déplace, l’humidité est périodiquement éjectée de la chambre.
Le séchoir à chambre peut être utilisé pour : Séchage du bois, pour le processus de carbonisation dans un four de carbonisation de type ЕККО. Le pré-séchage du bois raccourcit considérablement le processus de carbonisation dans le four de carbonisation et améliore la qualité du charbon de bois. Ce qui en général augmente la productivité des fours. Température de séchage optimale <200°C. La durée du processus de séchage correspond à la durée du processus de carbonisation dans le four.
Séchage du bois pour cheminées. Favorise l’amélioration de la combustion et du stockage du bois. En règle générale, la teneur en humidité est ajustée à 15-20%. Température de séchage optimale <150°C.
Briquette de charbon de bois de séchage pour barbecue ou narguilé. Ligne de briquetage incluse. Température de séchage optimale <100°C.
Chauffage de locaux industriels ou domestiques. Il est possible de recevoir à la fois de l’eau chaude et de l’air chaud.
Dispositif de chambre de combustion séparé ou brûleur à gaz (combustible liquide), par exemple lors de l’utilisation d’un séchoir à bois de cheminée l’excès de chaleur du four de carbonisation EKKO, avec un système de pré-séchage, est utilisé dans ce cas pour augmenter la capacité du four à pré -sécher le bois. Chaleur excédentaire du four de carbonisation BIO-FOUR, avec système d’extraction de l’excédent la chaleur du four est utilisée pour sécher la briquette de charbon de bois pour le barbecue ou le narguilé. Il est également possible de chauffer des locaux industriels et domestiques.
La conception de l’équipement de séchage est déterminée par le choix des matières premières à sécher. Séchoir à chambre pour le séchage du bois (bois de chauffage) et des briquettes de charbon de bois. Séchoir à tambour pour petites matières premières – sciure de bois, copeaux de bois, etc. Le séchoir à arbres peut être utilisé pour les copeaux de bois et le bois.
BIO-CARBON est une unité verticale à lit mobile pour la carbonisation sèche continue de la biomasse. Basé sur la technologie brevetée et l’automatisation complète, l’unité est un actif industriel qui produit:
- Charbon de haute qualité à teneur en carbone fixe (Cfix) de 82 % à 95 %
- Biochar pour les applications agricoles
- Charbon industriel pour la métallurgie, la production de charbon actif, les semi-conducteurs et la production de silicium
- Énergie thermique hautement potentielle en tant que sous-produit L’unité fonctionne 24/7 sans arrêt technologique et assure une production respectueuse de l’environnement grâce à la neutralisation complète des gaz de synthèse de pyrolyse.
Les principaux avantages de BIO-CARBON sont les suivants :
- Respect de l’environnement: les émissions dans l’atmosphère se composent uniquement de vapeur d’eau et de CO₂. Les gaz de pyrolyse sont totalement neutralisés à des températures supérieures à 1300°C, ce qui élimine les émissions nocives. À titre de comparaison, les méthodes traditionnelles produisent jusqu’à 4 tonnes d’émissions nocives pour 1 tonne de charbon de bois.
- 100% automatisation: participation minimale du personnel (1 opérateur + 1 assistant par quart). Contrôle automatique de tous les paramètres via le système de contrôle 2026.
- Fonctionnement continu: 365 jours par an, 24 heures par jour, 7 jours par semaine sans interruption technologique.
- Qualité du produit stable: Le système de contrôle automatisé assure des caractéristiques cohérentes du charbon produit.
- Efficacité énergétique: L’unité fonctionne sur son propre gaz de pyrolyse; un combustible supplémentaire n’est nécessaire qu’au démarrage (25 à 50 litres de gaz propane-butane). Génére un excès de chaleur de 300 à 1000 kW.
- Faible consommation d’énergie: BC-2: 8 kW; BC-3: 13,6 kW.
- Compacité: Petite empreinte avec une productivité élevée.
- Haute fiabilité: 100% matériaux réfractaires, durée de vie de 5 à 10 ans.
Il existe deux principaux modèles d’unités, dont la capacité et les dimensions diffèrent :
| Modèle | Productivité (t/mois) | Productivité (t/an) | Consommation d’énergie (kW/h) |
| BIO-CARBON-2 (BC-2) | 40-70* | 440-770 | 8 |
| BIO-CARBON-3 (BC-3) | 80-120* | 880-1320 | 13.6 |
*Note: la productivité est spécifiée pour une teneur en carbone fixe (Cfix) 82-95%
Les unités de pyrolyse GreenPower sont officiellement en service dans plus de 39 pays à travers le monde, notamment en Europe, en Asie, en Afrique, en Amérique du Sud et en Amérique du Nord. Ces équipements ont reçu l’agrément environnemental nécessaire à leur utilisation dans toutes ces régions..
La productivité du BIO-CARBON dépend des facteurs clés suivants :
- Modèle d’unité: BIO-CARBON-2: 60–100 t/mois; BIO-CARBON-3: 80–140 t/mois
- Teneur en carbone fixe (Cfix) dans le produit final: Plus le Cfix requis est bas, plus la productivité est élevée. Par exemple, pour le modèle BIO-CARBON :
- À Cfix 80–85 %: jusqu’à 120–140 t/mois
- Au Cfix 90-95%: jusqu’à 80 t/mois
- Densité en vrac de la matière première: dépend de la densité du matériau et de sa taille des particules. À mesure que la densité augmente, la productivité unitaire augmente.
- Teneur en humidité de la matière première: devrait être inférieure à 15 % (maximum 20 %). Moins d’humidité augmente la productivité, tandis que plus d’humidité diminue. Humidité optimale: 10–12%.
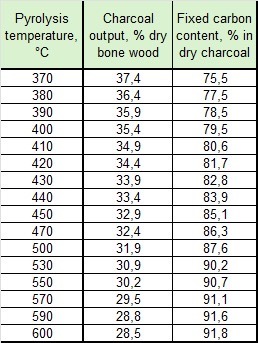
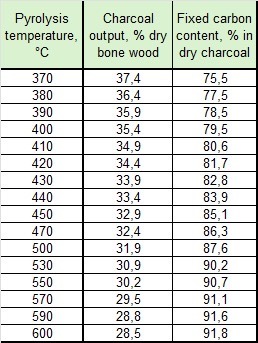
Le rendement en charbon est d’environ 27 à 40 % de la masse de matières premières sèches osseuses, selon la température finale du procédé et la teneur en carbone fixe requise.
Tableau du rendement du charbon par rapport à la température:
| Température finale (°C) | Rendement du charbon (en %) | Teneur en carbone (en poids) |
| 370 | 40,1 | 75,5 |
| 400 | 38,1 | 79,5 |
| 430 | 36,6 | 82,8 |
| 450 | 35,6 | 85,1 |
| 530 | 33,6 | 90,2 |
| 600 | ~30 | ~93 |
| 800 | 27,1 | 96,0 |
Formule de calcul du rendement du charbon de bois:
% rendement du charbon = (poids des matières premières – humidité des matières premières) × % rendement du charbon
Exemple de calcul:
Pour les coques de noix d’une teneur en humidité de 15 % (absolue), le rendement du charbon d’une teneur en Cfix d’environ 93 % sera:
Étape 1 — Calculer la masse désossée:
Étape 2 — Appliquer le coefficient de rendement du charbon de bois (28,5 % de la masse sèche osseuse):

Note: Le coefficient de rendement du charbon de 28,5 % correspond à une température de pyrolyse d’environ 600 °C, ce qui assure un Cfix d’environ 91,8–93 % selon la table de rendement de GreenPower. Humidité du charbon à la décharge = 0%, la température de la décharge dépassant 100°C.
Tableau des rendements en charbon de bois
Consommation d’énergie:
- BIO-CARBON-2: 8 kW/h
- BIO-CARBON-3: 13,6 kW/h
Consommation de carburant pour le procédé:
Dans la pratique, la matière première elle-même sert de combustible. Carburant supplémentaire, car le gaz naturel est utilisé uniquement pendant le démarrage pendant 12 à 24 heures (selon le modèle).
Au démarrage, 25 à 50 litres de gaz propane-butane sont nécessaires. Après avoir atteint le mode de fonctionnement, l’unité fonctionne avec du gaz de pyrolyse généré pendant le processus.
Production excessive de chaleur:
De 300 à 1000 kW/h, selon la matière première et la productivité de l’unité. L’excès de chaleur est libéré sous forme de gaz de combustion propres (sans émissions nocives) à une température d’environ 1000°C.
Cette chaleur peut être utilisée pour:
• Séchage des matières premières
• Séchage des briquettes de charbon
• Chauffage des locaux
• Production de vapeur de procédé
• Activation du charbon de bois
• Autres procédés thermiques
BIO-CARBON se compose des principaux composants suivants :
- Convoyeur à courroie/vis: Pour le chargement mécanisé des matières premières dans la trémie de stockage. Équipé de capteurs de niveau de matière première.
- Hopper de stockage: sert comme réserve de matières premières et pour l’alimentation mesurée.
- Vis de chargement: Fonctionne automatiquement, en séparant les déchets des matières premières pour réduire la teneur en cendres.
- Ascenseur à seau (convoyeur à seau vertical): Charge les matières premières de la trémie de stockage dans la trémie de chargement de l’unité.
- Unité Hopper de chargement: équipé de capteurs de niveau de matière première, d’une trappe d’inspection et d’un tuyau de sortie de vapeur. Servez pour le chauffage primaire des matières premières.
- Chambre de carbonisation (Chambre de pyrolyse): l ‘ élément central de l ‘ unité. Les matières premières se déplacent vers le bas à travers les canaux d’alimentation, chauffés des deux côtés par les canaux de chaleur. En descendant, ils sont convertis en charbon.
- Déchargement de la trémie avec système de refroidissement de l ‘ air: Refroidit le charbon fini. Équipé de capteurs de niveau et d’un système de refroidissement d’air à travers les murs.
- Déchargement du convoyeur à vis: Décharge automatiquement le charbon refroidi de la trémie de refroidissement.
- Dispositifs de déchargement de la chambre de pyrolyse: décharger automatiquement le charbon fini dans la trémie de refroidissement en fonction de la température.
BIO-CARBON peut traiter une large gamme de matières premières végétales. Ces matières premières sont généralement divisées en deux types:
- Les matières premières qui ne nécessitent PAS de précompaction:
- Bois: Bois d’énergie, bambou, déchets de bois, branches, copeaux de bois (5-40 mm)
- Coquilles : noix de coco, noix, noisettes, amandes, amandes, pistaches, argan, etc.
- Poitrines de fruits: olive, date, pêche, etc.
- Pellets et petites briquettes: matériaux granulés prêts à l’emploi
- Matières premières nécessitant une précomposition (pelletage ou briquetage):
- Bagasse (poule de sugarcane)
- EFB – déchets de production d’huile de palme
- Sciure de bois
- Déchets agricoles
- Herbe de Napier (également connue sous le nom d’herbe d’éléphant), etc.
Exigences de base pour les matières premières:
- Teneur en eau: < 15% (optimalement 10-12%). Teneur maximale en eau: 20%. Le séchage préalable est nécessaire pour une teneur en eau supérieure à 15 %.
- Fraction: 5-40 mm. Si la matière première est supérieure à 35-40 mm, il faut pré-écraser.
- Flowability: la matière première doit être libre pour assurer un flux uniforme à travers les canaux.
- Teneur en cendres: Plus la teneur en cendres de la matière première est faible, plus la qualité du charbon fini est élevée. Il est recommandé d’utiliser une vis de chargement pour séparer les débris et réduire la teneur en cendres.
Selon l’Agence internationale de l’énergie, la biomasse est définie comme un matériau biodégradable d’origine biologique dérivé des végétaux, des animaux et des micro-organismes.
La structure de la biomasse est importante pour comprendre le processus de pyrolyse. D’après la composition chimique, la biomasse est classée comme suit:
- biomasse lignocellulosique: contient de la cellulose, de l’hémicellulose et de la lignine. C’est la première classe mondiale de biomasse industrielle. Il comprend le bois, la paille et l’écorce.
- Teneur typique en cendres: 0,3 à 3 % (pour le bois), 2 à 20 % (pour les déchets agricoles).
- biomasse étoilée: contient des fractions riches en amidon.
- biomasse huileuse: contient des huiles et des lipides.
- biomasse riche en protéines: contient des protéines et des composés contenant de l’azote.
Important : La biomasse lignocellulosique convient le mieux au BIO-CARBON, offrant un rendement élevé de charbon de haute qualité.
Oui, selon les caractéristiques de la matière première, la préparation suivante peut être requise :
- Broyage: Pour les tailles de matières premières supérieures à 35-40 mm.
- Séparation: Lorsqu’il est nécessaire de minimiser la teneur en cendres et en débris dans la matière première.
- Séchage: Pour une teneur en eau > 15%. Le séchage peut être effectué en utilisant l’excès de chaleur d’un arbre ou d’un sécheur rotatif.
Pellétisation/briquetage: Pour les matières premières telles que la sciure, la bagasse, l’EFB et d’autres déchets agricoles.
Le processus de carbonisation dans le BIO-CARBON se déroule en plusieurs étapes lorsque la matière première passe de haut en bas par les canaux de matière première :
| Étape | Température | Désignation des marchandises |
| 1. Préséchage des matières premières | 100-150°C | Élimination de l’humidité résiduelle (réaction endothermique) |
| 2. Étape initiale de la carbonisation: phase endothermique | 150 à 280°C | Le début d’une réaction exothermique, le début de la formation du charbon |
| 3. Le stade principal de la carbonisation: le stade exothermique | 280-450°C | Le processus de base de la production de charbon (réaction exothermique) |
| 4. Calcination du charbon: stade endothermique | 450-600°C | Procédé endothermique, fournissant une teneur fixe en carbone jusqu’à 92–95% |
| 5. Processus de refroidissement/stabilisation du charbon de bois | jusqu’à des températures atmosphériques, sans exposition à l’oxygène a | Refroidissement à une température qui assure que le charbon ne brûle pas en contact avec l’air |
Important: Le mode change à mesure que la matière première monte sur le canal, selon son temps de résidence. La température de déchargement du charbon fini est fixée par l’opérateur en fonction des paramètres initiaux de la matière première et des exigences relatives à la teneur en carbone non volatil du charbon.
BIO-CARBON utilise le principe du chauffage indirect, qui prévoit :
- La matière première se déplace vers le bas à travers les canaux matériels sous la force de gravité.
- Les canaux matériels sont chauffés des deux côtés par des canaux thermiques.
- Les gaz de pyrolyse rejetés par la matière première pendant la carbonisation sont oxydés avec l’air dans les canaux thermiques.
- La chaleur est transférée à la matière première par les parois du chenal (chauffage indirect).
- Le porteur de chaleur monte à travers les canaux thermiques, contrecourant au mouvement de la matière première
- Après avoir traversé la chambre de pyrolyse, les gaz de pyrolyse restants dans le vecteur de chaleur sont dirigés vers un cyclone chaud de vortex à haute température, où un mélange turbulent intensif avec de l’air secondaire et un temps de séjour suffisant de gaz assurent l’oxydation complète et la neutralisation des composés nocifs. avant le rejet dans l’atmosphère.
Ce principe garantit:
- Un chauffage uniforme des matières premières
- Contrôle précis des zones de température
- Haute qualité du produit fini
- Aucun contact des matières premières avec les produits d’oxydation
La qualité du charbon fini (teneur en carbone non volatil Cfix) est régulée par deux paramètres principaux:
1. Température de déchargement (lecture du thermocouple T1) :
- Plus la température de déchargement est élevée, plus la teneur en Cfix est importante.
- Plus la température de déchargement est basse, plus la teneur en Cfix est faible, mais la productivité est élevée.
2. Temps de séjour de la charge dans la chambre de pyrolyse :
- Régulé par la vitesse de déchargement.
- Contrôlé automatiquement par le système de contrôle automatisé.
Le système de contrôle automatisé ajuste automatiquement ces paramètres pour obtenir la qualité de charbon spécifiée.
AVERTISSEMENT IMPORTANT: Il est déconseillé de régler la température de déchargement (T1) au-dessus de 580 °C, car cela pourrait entraîner un déplacement des zones thermiques vers le haut et l’apparition de gaz de pyrolyse (goudron) dans la trémie de chargement.
- Les vapeurs et gaz de pyrolyse dans le BIO-CARBON suivent cette voie:
- Les gaz sont rejetés par la matière première pendant le processus de carbonisation
- Ils sont retirés des canaux de matériaux par des ouvertures de sortie de gaz
- Ils entrent dans le collecteur de gaz
- Ils sont fournis dans les canaux thermiques de la chambre de pyrolyse par des ouvertures spéciales
- Ils se mélangent avec l’air atmosphérique fourni par des canaux d’air réglables
- Ils sont neutralisés dans les canaux thermiques au contact des parois chaudes
- Après avoir transféré la chaleur dans la matière première, les gaz d’échappement entrent dans l’oxydant thermique secondaire
- Dans l’oxydant thermique secondaire, une neutralisation complète se produit à des températures supérieures à 1300°C
- Des gaz de combustion propres (température ~1000°C) sont utilisés pour des procédés thermiques supplémentaires
Résultat: ZÉRO émissions nocives dans l’atmosphère, seulement CO₂ et vapeur d’eau.
Le BIO-CARBON ACS (version 2026) est un système informatique spécialisé pour automatiser l’unité de pyrolyse sèche continue. Le système assure un contrôle complet de la décomposition thermique de la biomasse, garantissant un rendement stable du charbon avec des caractéristiques spécifiées.
Le système de contrôle automatisé moderne transforme le processus de pyrolyse complexe en un processus de production stable et prévisible, minimisant l’impact du facteur humain.
Principales caractéristiques du système de contrôle automatisé BIO-CARBON :
Contrôle de qualité automatique: Le système surveille en permanence la température dans chaque zone de l’unité. Les algorithmes intelligents ajustent le taux de décharge du produit pour s’assurer que le charbon de sortie répond toujours à la teneur en carbone fixe spécifiée (Cfix).
Efficacité énergétique et performance environnementale: L’ACS contrôle l’approvisionnement en air oxydant des chambres d’oxydation primaire (canaux de carburant) de la chambre de pyrolyse et de l’oxydant thermique secondaire, assurant le bon fonctionnement du procédé et la neutralisation complète des vapeurs et des gaz de pyrolyse. Cela permet à l’unité de fonctionner en mode entièrement autonome d’énergie et garantit zéro émission nocive dans l’atmosphère.
Chauffage uniforme: En raison de la répartition précise des flux de chaleur dans la chambre de pyrolyse, le système élimine le sous-chauffage de sections individuelles des canaux de matériaux. Cela assure l’uniformité de chaque lot du produit final.
Sécurité 24/7: Un système de protection multiniveaux répond instantanément à toute déviation. En cas de dépassement de température critique ou de défaillance de l’alimentation en matières premières, l’ACS bascule automatiquement l’appareil en mode sûr, empêchant les situations d’urgence.
Interface intuitive: L’opérateur a une vue d’ensemble complète du processus via un diagramme HMI visuel. Le système fournit des conseils pendant le démarrage et l’arrêt planifié, tient un journal d’événements détaillé et enregistre les tendances de tous les paramètres du processus.
La fonctionnalité clé du système comprend :
- Démarrage et arrêt automatiques: Mise en marche sûre de l’unité en mode de fonctionnement selon des courbes de chauffage prédéfinies (élimination des chocs thermiques).
- Surveillance intelligente: Contrôle continu des champs de température et de l’état des actionneurs.
- Système d’alerte rapide: alarmes visuelles et sonores lorsque les paramètres dépassent les limites technologiques.
- Interface HMI: Diagrammes mnémoniques intuitifs montrant la dynamique du processus de pyrolyse sèche en temps réel.
- Archivage des données profondes: Stockage des données historiques de température et de toutes les actions de l’opérateur.
- Gestion du mode de fonctionnement: mode de démarrage, mode de fonctionnement normal, arrêt planifié, arrêt d’urgence et modes de test.
- Contrôle du niveau: Surveillance automatique du niveau des matières premières dans la trémie de chargement et du niveau du charbon dans la trémie de refroidissement.
- Commande de l’actionneur: Commande automatique des brûleurs d’allumage, des clapets d’air et des dispositifs de décharge.
Le système de contrôle automatisé comprend des interlocks à plusieurs niveaux et des systèmes de sécurité :
Récupération automatique du système en cas de défaillances critiques:
- Perte de flamme dans les dispositifs de brûleur
- Défaillance du projet (défaillance du ventilateur d ‘ échappement/du ventilateur)
- Défaut des composants critiques du système de contrôle automatisé lui-même
- Au-delà des températures critiques
- Défauts d’approvisionnement en matières premières
La différenciation des droits d’accès:
- L’accès aux paramètres de processus est limité au personnel autorisé seulement
- Protection contre les changements accidentels de paramètres critiques
Tolérances de défaillance:
- Utilisation de composants industriels
- Conçu pour fonctionner dans des conditions à haute température
- Redondance des capteurs critiques
Système d’avertissement:
- Messages technologiques
- Messages d’urgence
- Alarmes sonores
Le système de contrôle automatisé effectue le contrôle de la température de précision en plusieurs points:
- T1-T6: Température du charbon fini au fond des canaux d’alimentation (contrôle du moment de déchargement)
- T7: Température avant l’oxydant thermique secondaire
- T8 : température dans l’oxydateur thermique secondaire (contrôle de l’exhaustivité de la neutralisation à 900-1300°C)
- T9-T10: Température dans le collecteur de gaz (surveillance de l’humidité du gaz vapeur)
- T11-T14: Température dans les canaux thermiques de la chambre de pyrolyse
- T19: Température dans la trémie de chargement (suivant la percée des gaz de pyrolyse)
- T20: Température dans la trémie de refroidissement (contrôle du refroidissement du charbon fini)
Important: le contrôle de la température des gaz après l’oxydateur thermique secondaire (T8) empêche les émissions nocives dans l’atmosphère. À des températures de 900-1300°C, tous les composés organiques se décomposent complètement.
EBC (European Biochar Certificate) est une norme internationale de certification des biochars qui établit des exigences strictes en matière de performance environnementale et de qualité des produits.
BIO-CARBON est conçu en conformité avec TOUTES les exigences techniques clés de la norme EBC pour l’unité de pyrolyse, notamment en ce qui concerne la manipulation des gaz de pyrolyse et le contrôle des procédés.
BIO-CARBON met en œuvre les principes suivants d’élimination contrôlée conformément aux exigences de l’EBC :
Le principe de la manipulation des gaz de pyrolyse
Dans BIO-CARBON, les gaz de pyrolyse ne sont PAS rejetés dans l’atmosphère sans traitement. Toutes les vapeurs et tous les gaz sont dirigés vers une zone de neutralisation en deux étapes à haute température. Par conséquent, un transporteur thermique est généré pour une utilisation ultérieure dans les procédés de pyrolyse et de séchage.
Oxydant thermique secondaire
L’unité comprend une zone d’oxydation thermique secondaire dédiée, située structurellement en aval du système de production de gaz et de l’oxydant primaire (chambre de pyrolyse).
Régime de température et contrôle
La température réelle de fonctionnement pour la neutralisation des vapeurs et des gaz de pyrolyse atteint 1340°C (900–1340°C). Le régime thermique est régulé par le système de contrôle automatisé (ACS). Le contrôle est effectué à l’aide de plusieurs thermocouples (T7, T8). À des températures supérieures à 1250°C, tous les composés organiques se décomposent complètement.
Temps de résidence du gaz
Le temps de séjour est assuré par une combinaison de facteurs : volume de la chambre, géométrie du canal et limitation de la vitesse du flux. Ce paramètre est calculé au stade de la conception en fonction de la capacité et de la configuration du projet.
Doublure réfractaire et isolation
La doublure est faite de matériaux réfractaires (béton réfractaire/briques de feu SHA-5) avec une résistance à la température ≥1550°C. L’isolation thermique se compose de fibre céramique d’une épaisseur de 100 à 250 mm.
Pertes de gaz et de chaleur
La trajectoire du gaz est conçue pour être courte et isolée afin de minimiser les pertes de chaleur; un chauffage supplémentaire des canaux thermiques de la chambre de pyrolyse est fourni.
Mesure et surveillance
Des points de contrôle de température sont prévus : avant la zone d’oxydation thermique secondaire (T7), après cette zone (T8), ainsi que dans les zones de pyrolyse et de chauffage de la matière première. Il est possible d’installer en complément des capteurs de tirage (pression négative), des capteurs CO/O₂ et de les intégrer au système de surveillance ACS.
Contrôle des particules
Dans la configuration actuelle, un cyclone n’est pas fourni; la neutralisation des particules de carbone fines est réalisée dans l’oxydant secondaire à des températures supérieures à 1300°C, où le principe du cyclone chaud est appliqué.
Contrôle des émissions et adaptation aux réglementations nationales
L’installation de points de mesure dans les ports de cheminée et de prélèvement est possible. Le système peut être adapté aux exigences réglementaires nationales.
Pendant le fonctionnement de l’unité de carbonisation BIO-CARBON, les émissions atmosphériques nocives sont ABSENTES. La performance environnementale est assurée par l’oxydation de l’air des vapeurs et des gaz de pyrolyse à l’intérieur de l’unité pour soutenir le processus de carbonisation, et par l’oxydation secondaire à haute température de leurs résidus dans un oxydateur thermique à vortex à des températures de 900–1340°C. Les gaz de combustion ne contiennent que:
- Dioxyde de carbone (CO₂)
- vapeur d’eau (H₂O)
Ceci est confirmé par le rapport d ‘ émission, qui peut être demandé au constructeur.
L’unité a reçu des permis d’exploitation environnementale en Europe, en Asie, en Afrique, en Amérique du Sud et en Amérique du Nord.
BIO-CARBON est conçu pour fonctionner 24 heures par jour, 7 jours par semaine, toute l’année sans interruption.
Avec le niveau maximal d’automatisation, le personnel nécessaire par quart pour fonctionner une unité est :
- 1 opérateur (contrôle ACS, surveillance des paramètres)
- 1 assistant (chargement des matières premières, rejet de charbon fini)
En conséquence, pour l’opération 24/7, un horaire de travail doit être fourni (généralement 4 quarts de 2 personnes = 8 personnes par unité).
Lors de l’utilisation de systèmes de chargement et d’emballage automatiques, le nombre de personnes peut être réduit.
Le démarrage de BIO-CARBON s’effectue comme suit :
- Les matières premières sont chargées dans les canaux de matières par la trémie de chargement
- Allumage des brûleurs de gaz de démarrage (consommation de propane-butane: 25-50 litres)
- Chauffage progressif de la chambre de pyrolyse selon des courbes de chauffage prédéfinies (pour prévenir les chocs thermiques)
- Atteindre le mode d’exploitation dans les 12-24 heures (selon le modèle)
- Après avoir atteint la température de fonctionnement, les brûleurs sont éteints
- L’unité passe au fonctionnement sur son propre gaz de pyrolyse
L’ACS gère automatiquement l’ensemble du processus de démarrage; l’opérateur n’a besoin que d’activer le mode de démarrage et de surveiller les paramètres.
BIO-CARBON est conçu pour fonctionner en continu 365 jours par an sans interruption technologique.
L’entretien prévu comprend :
- Inspection visuelle régulière de l’unité (par jour)
- Inspection des convoyeurs et des entraînements (hebdomadaire)
- Nettoyage et lubrification des pièces mobiles (mensuel)
- Inspection du revêtement réfractaire (tous les 6 mois)
L’arrêt de BIO-CARBON peut être nécessaire uniquement pour :
- Révision majeure (après 3-5 ans de fonctionnement)
- Remplacement des composants usés (dommages, chariots, dispositifs de décharge)
- Restauration du revêtement réfractaire
Avec le bon fonctionnement, les coûts d’entretien et de réparation ne dépassent pas 10% du coût unitaire.
Après le rejet de la chambre de pyrolyse, le charbon fini passe par les étapes suivantes:
- Décharge dans la trémie de refroidissement:
- Décharge automatique via des dispositifs de décharge
- Température du charbon à décharge: 450–600°C (selon le Cfix cible)
- Refroidissement dans la trémie de stabilisation:
- Refroidissement indirect de l’air par les parois de la trémie
- Aération forcée
- Refroidissement à une température qui empêche l’inflammation au contact de l’air
- Décharge par convoyeur à vis:
- Décharge automatique basée sur les signaux du capteur de niveau
- Le charbon est rejeté dans des conteneurs métalliques ou des chariots
- Processus supplémentaires (facultatif):
- Stabilisation et refroidissement dans un convoyeur vibrant
- Séparation de la fraction fine (poussière de charbon) à l’aide d’un système d’aspiration
- Emballage en récipients pour la livraison (manuel, semi-automatique, automatique)
Symptômes:
- Comportement de décharge illogique (accélération soudaine ou arrêt)
- Incapacité de stabiliser les clapets d’air V1–V8
- Fausses alarmes de surchauffe pour trémies (T19/T20)
Logique ACS:
- Si T1–T6 < 450°C — arrêt complet de la décharge
- Si T11–T14 < 600°C — fermeture forcée des amortisseurs V1–V8
- Si T8 > 1300°C — fermeture de V9 (protection du revêtement réfractaire secondaire d’oxydant thermique)
Action: Vérifiez l’intégrité du circuit thermocouple, remplacez le capteur si nécessaire.
Symptômes:
- Déséquilibre de température entre les canaux (T11–T14)
- Incapacité d’atteindre le mode d’exploitation (Reg Work)
- Baisse ou augmentation non contrôlée de la température dans l’oxydant thermique secondaire (T8)
Logique APCS: Défaillance de l’algorithme de contrôle des vecteurs. Le système ne peut pas équilibrer l’alimentation en air.
Action: Contrôler l’alimentation du actionneur, nettoyer les arbres d’amortisseur des dépôts de suie/tar.
Symptômes:
- Transition vers le mode Reg Alarm Stop sans causes mécaniques visibles
- Mismatch entre les commandes du contrôleur et la position réelle des actionneurs
Action: Analyser les journaux d’erreurs, vérifier l’échouement (interférence électromagnétique affectant le PLC), redémarrer le système.
Brèche de ceinture d’ascenseur de seau: Arrêt complet de l’approvisionnement en matières premières. Déclenchement du capteur de bas niveau SR2, suivi du capteur de secours SR3.
Défaillance de l’entraînement d’ascenseur de seau / moteur à vis de chargement: Cessation de chargement, chute du niveau de trémie, réaction en chaîne — arrêt de décharge basé sur la logique ACS.
Action: Remplacement de la ceinture/moteur, contrôle de tension, contrôle des éléments de roulement.
Blocage de la vis de décharge (M-SC): Augmentation de la température T20, alarme Wind 007. L’inverse manuel est requis (fourni par l’algorithme).
Défaillance du moteur à vis à décharge: accumulation de charbon fini, risque d’inflammation dans l’unité de décharge.
Défaillance des moteurs d’entraînement du râteau (agitateur): rupture d’une décharge uniforme de charbon, accumulation de matériaux locaux dans la chambre, déséquilibre de température T1–T6.
Défaillance du moteur du ventilateur de trémie à décharge: augmentation marquée du T20, risque d’inflammation du charbon de bois au contact de l’air en raison d’un manque de refroidissement forcé.Action: Arrêt d’urgence de la décharge, inspection mécanique, remplacement des moteurs.
Destruction des chambres en SHA-5 (brique réfractaire): Les fissures et les chutes de briques conduisent à l’entrée d’air parasitaire et à la perturbation de la dynamique des gaz de pyrolyse.
Destruction des canaux en panneaux de fibres céramiques: Perte des propriétés d’isolation thermique, brûlure du boîtier extérieur, diminution marquée de l’efficacité de l’unité.
Symptômes:
T11–T14 se comporter de manière instigable
Les parois extérieures de l’unité surchauffent au-dessus des limites normales
Destruction de la doublure et des éléments de fibre céramique dans l’arbre descendant: Engorgement de la gaine avec des débris de revêtement, rupture de l’ébauche.
Destruction du revêtement d’oxydant thermique: Risque de surchauffe des structures métalliques d’oxydant thermique, T8 cesse de répondre adéquatement à la position de l’amortisseur V9.
Destruction de la paroi du tuyau d’échappement: chute dans le jet naturel, risque d’effondrement de la partie intérieure du tuyau et blocage de la sortie de gaz.
Action: Arrêt programmé, remplacement des panneaux de fibre céramique, repositionnement des briques SHA-5.
Logique: Si T9/T10 < pUst T9 10 min, le déchargement est complètement arrêté (protection contre la vapeur humide).
Raison: L’humidité excessive de la matière première ou l’endommagement de la doublure interne, ce qui entraîne une infiltration d’humidité dans le collecteur.
Logique: Lorsque le point de consigne est dépassé, la vitesse maximale de déchargement du M-UD-1.6 est activée.Raison: Percée de gaz de pyrolyse vers le haut en raison d’une défaillance du revêtement ou d’une congélation des matières premières. OCCURS UTILISÉS lorsque la température de déchargement (T1) dépasse 580°C.
Critère: T8 – T7 ≥ 10°C
Problème: Si la différence est plus faible, le système suppose qu’il n’y a pas de réaction d’oxydation de la vapeur résiduelle et des gaz libérés pendant la pyrolyse et ferme V9.
Cause: Défaillance de l’entraînement V9 ou dommages physiques à la doublure d’oxydant thermique.
Dans cette unité, la température est réglée par la vitesse de décharge, tandis que le bilan thermique est réglé par l’alimentation en air pour la réaction d’oxydation.
Toute défaillance mécanique (moteur, convoyeur à vis, élévateur à godets) ou la destruction d’un revêtement réfractaire perturbe instantanément le modèle mathématique de l’ACS, transformant l’appareil en mode de secours.
Par conséquent, l’entretien régulier et le respect des régimes de température recommandés sont essentiels pour un fonctionnement ininterrompu.
Toutes les unités fabriquées par GreenPower sont couvertes par une garantie de 1 an, à condition que le Client respecte les conditions d’exploitation et le procédé technologique.
La garantie couvre:
• Tous les composants fabriqués par GreenPower
• Composants de fabricants tiers
La garantie ne couvre PAS:
• Dommages causés par une violation des conditions d’exploitation
• L’usure normale des consommables
• Dommages causés par des circonstances de force majeure
Si les exigences en matière de procédés technologiques sont satisfaites, y compris l’entretien adéquat de l’unité et la manipulation minutieuse, la durée de vie est d’au moins 10 ans. Après environ 3 ans d’exploitation, il peut être nécessaire de réparer des composants individuels.
Important : les travaux de réparation ne dépassent pas 20% du coût unitaire (même en cas de remplacement complet des éléments défaillants). Tous les composants exposés à des environnements agressifs sont faits d’aciers spéciaux et de matériaux réfractaires de haute qualité.
Oui, chaque unité de pyrolyse a un numéro de série et est fournie avec un ensemble complet de documents:
• passeport unitaire
• Instructions de fonctionnement
• Manuel d’entretien
• Diagrammes électriques
• Diagrammes d’automatisation
• Certificats matériels
Cette unité n’est pas soumise à la certification obligatoire.
À ce jour, les unités ont officiellement reçu des permis d’exploitation dans des pays d’Europe, d’Asie, d’Afrique, d’Amérique du Nord et d’Amérique du Sud.
Selon le contrat, le temps de fabrication d’une unité BIO-CARBON est de 60 à 90 jours ouvrables à compter de la réception de l’avance.
Étapes de l’approvisionnement:
Conception et configuration (10-15 jours)
Fabrication de composants principaux (60 à 90 jours)
Montage et essais (5-10 jours)
Emballage et expédition (2-5 jours)
GreenPower fournit un support complet pour la mise en œuvre de BIO-CARBON :
Audit et évaluation technologiques: analyse de l’unité, détermination des points d’installation des capteurs de température et des actionneurs.
Conception et configuration: développement de systèmes d’automatisation, assemblage de panneaux de commande, fourniture d’instruments (I&C).
Installation et supervision: installation d’unité sur place, pose de câbles.
Mise en service (démarrage et réglage): Mise en place de boucles de commande, réglage des algorithmes de neutralisation des gaz de pyrolyse et mouvements des matières premières sur les matériaux réels.
Formation du personnel: Cours de formation pour opérateurs et technologues sur le contrôle de la qualité du charbon de bois via l’interface ACS.
Services d’assistance: conseil et surveillance à distance du fonctionnement du système.
Principaux consommateurs de produits finis:
- Fabricants de briquettes de charbon de chicha: Charbon de haute qualité avec Cfix 85–95% pour la production de briquettes de chicha.
- Fabricants de briquettes de charbon de barbecue: Charbon avec Cfix 82-85% pour les briquettes de barbecue.
- Producteurs de carbone activés: Charbon industriel à forte teneur en carbone pour l’activation.
- Consommateurs directs de briquettes de charbon: restaurants, cafés, salons de chicha, consommateurs privés.
- Producteurs/consommateurs BIOCHAR: secteur agricole (amélioration du sol), élevage, construction.
- Consommateurs industriels: fabricants de semi-conducteurs, de silicium, de charbon actif, de métaux ferreux et non ferreux.
Le charbon résultant a des caractéristiques Cfix élevées, ce qui augmente sa valeur énergétique et son applicabilité dans différents domaines:
- Charbon BBQ: Cfix 82-95%, sortie thermique stable, combustion sans fumée, haute valeur calorifique.
- Biochar pour l’agriculture: Améliore la structure du sol, conserve l’humidité, augmente le rendement des cultures.
- Biochar pour les animaux: additif alimentaire destiné à améliorer la digestion et la santé animale.
- Charbon industriel pour semi-conducteurs, silicium, métallurgie ferreux et non ferreux: Haute pureté de Cfix, qualité uniforme, faible teneur en cendres.
- Charbon industriel pour la production de charbon actif: Haute teneur en carbone, structure pore appropriée.
- L’énergie thermique comme sous-produit: Utilisée pour le séchage des matières premières/briquettes, le chauffage et d’autres besoins technologiques.
Le coût de production dépend de nombreux facteurs et est calculé individuellement pour chaque projet. Les principaux éléments de coûts sont les suivants:
- Matériel d’alimentation (poste de coût principal):
• Le coût dépend de la région et du type de matière première
• Pour produire 1 tonne de charbon, 2,7 à 4 tonnes de matières premières sèches sont nécessaires (selon Cfix) - Consommation d’électricité (charge maximale):
• BC-2: 8 kW/h
• BC-3: 13,6 kW/h - Personnel: 2 personnes par poste (opérateur + assistant)
- Entretien : pas plus de 5 % du coût unitaire par année d’exploitation
- Emballage et logistique
Avantages du BIO-CARBON:
• Zéro coût du carburant (après démarrage)
• Production de chaleur excédentaire pouvant être utilisée
• Faible consommation d’énergie
• Niveau élevé d’automatisation = faible coût du personnel
Le rendement des investissements dépend:
• coût des matières premières dans la région
• prix du marché du charbon de bois
• productivité du modèle sélectionné
• Le contenu du Cfix dans le produit fini
• revenus supplémentaires (utilisation de la chaleur excédentaire)
Une période de récupération typique est de 1 à 3 ans, à condition que la production et les ventes soient correctement organisées.
Facteurs affectant la rentabilité:
✓ disponibilité de matières premières bon marché
✓ forte demande du marché
✓ production de charbon de haute qualité (Cfix 90-95%)
✓ utilisation de l’excès de chaleur pour les procédés auxiliaires
✓ l’automatisation des emballages
✓ contrats directs avec les consommateurs finals
Pour calculer la période de récupération d’un projet donné, il est recommandé de contacter les spécialistes de GreenPower, qui effectueront une analyse technique et économique en tenant compte de tous les facteurs.
- Entreprises forestières et de transformation du bois disposant de leur propre matière ou de déchets.
- Producteurs de bois de chauffage et de cultures énergétiques, par exemple eucalyptus, bambou ou saule énergétique.
- Entreprises agricoles, vergers et transformateurs d’agrobiomasse, sous réserve de préparation de la matière et d’applicabilité à la carbonisation en chambre.
- Sociétés produisant de la biomasse végétale ou des matières carbonées, y compris certains déchets en morceaux.
- Investisseurs ou exploitants de projets BIOCHAR, de retrait de carbone, d’amélioration des sols ou ESG, exigeant une qualité stable et la traçabilité des paramètres.
- Marché BBQ/HoReCa et commerce de détail.
- Métallurgie et production de silicium.
- Production de charbon actif.
- BIOCHAR comme amendement du sol ou fertilisant écologique, selon les normes d’application.
- Autres industries utilisant des matériaux carbonés, telles que sorbants ou filtration, selon les spécifications du client.
EKKO-2 est une unité semi-continue de carbonisation en chambre (pyrolyse lente) équipée de deux chambres technologiques. Le procédé repose sur un apport thermique contrôlé et la neutralisation complète des gaz de pyrolyse. L’énergie thermique générée lors de cette neutralisation est utilisée pour sécher la matière première et entretenir la pyrolyse, ce qui réduit le besoin de combustible additionnel une fois le régime stable atteint.
La fonction principale de l’unité de pyrolyse à lit fixe EKKO-2 est la production de charbon de bois en morceaux avec un minimum de fraction fine.
A. Hors de l’unité :
- Réduction de taille par coupe et fendage et, dans certains cas, broyage et déchiquetage jusqu’à une fraction acceptable, facilitant les procédés thermiques et le chargement des wagonnets.
- Chargement de la matière dans les wagonnets.
- Préséchage forcé à l’aide de la chaleur excédentaire du procédé EKKO-2.
- Introduction du wagonnet dans la chambre et retrait du wagonnet contenant le charbon chaud.
- Refroidissement du charbon dans les wagonnets sans accès d’oxygène.
- Déchargement du charbon et, si nécessaire, stabilisation et emballage.
B. Dans l’unité :
- Séchage final et stade initial de pyrolyse (`100-250 °C`) : élimination de l’humidité et des produits primaires.
- Carbonisation (`250-450 °C`).
- Calcination, environ `450-550 °C`, si une teneur plus élevée en carbone fixe est requise (`Cfix > 83 %`).
*Les transitions entre modes s’effectuent selon les algorithmes ACS et/ou la décision de l’opérateur.*
Le mode de préséchage contrôle la température maximale admissible de séchage et évite le début des réactions de pyrolyse dans la matière. Les modes types sont : `SÉCHAGE`, `DÉBUT PYROLYSE`, `FIN PYROLYSE`, `CHARBON PRÊT`, `RECHARGEMENT`.
La durée dépend des paramètres de la matière première (humidité, densité, dimensions), des conditions ambiantes (saison, température, humidité de l’air) et de la discipline opérationnelle du personnel (rechargement des wagonnets, chargement, déchargement et organisation logistique).
| Procédé | Température | Durée estimée |
| Séchage et stade initial de pyrolyse | 100-250 °C | Environ 6-9 h |
| Pyrolyse | 250-450 °C | Environ 6-9 h |
| Calcination, optionnelle | 450-550 °C | Environ 2 h |
| Total | – | Environ 12-20 h |
*L’humidité et la taille de fraction influencent fortement la durée. Avec une humidité élevée et de grandes fractions, séchage et pyrolyse peuvent se chevaucher et réduire le rendement en charbon.
| Humidité absolue | Durée de séchage estimée |
| 8-15 % | 2-6 h |
| 20-40 % | 6-10 h |
| 40-55 % | 10-12 h |
| 55-70 % | 12-16 h |
*Avec un système de préséchage, l’humidité de la matière entrant dans la chambre est généralement de `8-15 %`, selon sa fraction et son humidité initiale.
Une fraction plus petite et régulière accélère le chauffage et le dégagement de l’humidité et des gaz.
- La densité agit sur le rendement volumique en charbon et sur la dynamique de chauffage.
- L’humidité allonge le cycle et peut réduire le rendement par réactions carbone-vapeur en cas de préséchage insuffisant.
- À température négative, une partie de l’énergie sert aux transitions de phase (`glace -> eau -> vapeur`), ce qui prolonge le cycle.
- La qualité du chargement du wagonnet affecte la circulation du fluide caloporteur et l’uniformité du procédé.
- Bois de chauffage et bois énergie.
- Déchets de bois en morceaux : billes, blocs, racines, branches et similaires.
- Déchets de transformation et d’exploitation forestière : chutes, rebuts, brindilles et similaires.
- Briquettes combustibles : Pini-Kay, RUF, Nestro, Nielsen et autres.
- Autres déchets de biomasse en morceaux satisfaisant aux exigences environnementales et technologiques.
*Une matière de granulométrie supérieure à `40 mm` permet de produire du charbon en morceaux.
Il n’est pas obligatoire, mais constitue un outil essentiel pour garantir la productivité de l’unité et la qualité du charbon. Il est recommandé de réduire l’humidité relative de la matière à moins de `15 %`.
| Matière première | Humidité absolue | EKKO-2, t/mois |
| Bois préséché | Environ 25 % | 25-35* |
| Bois préséché | Environ 15 % | 30-45* |
| Briquettes combustibles | Environ 10 % | 40-50 |
*Selon la densité et la fraction de la matière ainsi que les réglages de l’automatisation.
Pour évaluer un projet, on définit généralement l’essence ou le type de matière, l’humidité absolue/relative, la géométrie (longueur et diamètre), la température saisonnière, la masse chargée dans le wagonnet et la qualité de charbon requise, notamment `Cfix`. Le rendement est ensuite calculé à partir de la masse absolument sèche et de la durée réelle du cycle, sans tenir compte des cendres.
En pratique, nous recommandons un calcul basé sur vos données.
- Facteur humain et retards de rechargement.
- Préparation insuffisante : humidité élevée ou fraction trop grande.
- Mauvais mode de pyrolyse : une vitesse excessive diminue rendement et résistance, tandis qu’une vitesse trop faible allonge le cycle.
Si le charbon est prêt mais que le rechargement tarde, la chaleur excédentaire n’est pas utilisée efficacement, par exemple pour le séchage final en chambre, et le besoin de bois auxiliaire augmente.
La référence de `0-0,1 m3/jour` après stabilisation du régime est atteignable avec une bonne organisation du cycle, une logistique efficace et une matière dont l’humidité absolue est généralement inférieure à `30 %`. Si la matière est plus humide, si le rechargement est retardé ou si le procédé est mal conduit, le besoin de bois auxiliaire augmente. La modernisation avec contrôle automatique des oxydateurs thermiques primaire et secondaire réduit encore cette consommation et l’influence de l’opérateur.
L’unité de pyrolyse n’est pas électrique. L’électricité n’est nécessaire que pour le tableau de commande et les actionneurs. Pour la configuration de base sans préséchage, la valeur de référence est jusqu’à `0,1 kWh`. Avec un système de préséchage, la puissance installée totale de la configuration avec séchage atteint `2,5 kWh`.
La sécurité environnementale repose sur la neutralisation complète des produits vapeur-gaz de pyrolyse dans les oxydateurs thermiques primaire et secondaire. En fonctionnement approprié, il n’existe ni émissions incontrôlées, ni fumée visible, ni rejet dans l’atmosphère de produits liquides de pyrolyse.
La distance sanitaire dépend des réglementations locales. En pratique, une référence allant jusqu’à `300 m` des zones résidentielles est souvent utilisée ; sa réduction nécessite généralement des mesures instrumentales et les autorisations des autorités locales.
EKKO-2 repose sur le principe de la pyrolyse sèche : dans la version de base, tous les produits gazeux restent à l’état de vapeur et sont neutralisés à `100 %` dans l’oxydant primaire et l’oxydant thermique secondaire à haute température (`1200-1340 °C`). La chaleur obtenue couvre les besoins thermiques du procédé.
L’ACS surveille la température et la dynamique du procédé aux points clés, notamment les oxydateurs primaire et secondaire et les canaux de transfert thermique, à partir de données fondamentales de la carbonisation telles que les phases exothermiques et endothermiques et la composition des gaz.
À partir des capteurs, l’ACS détermine les modes actuels de la chambre, redistribue la chaleur entre chambres et préséchage, contrôle la neutralisation des produits vapeur-gaz, enregistre les paramètres dans des journaux électroniques de températures et d’événements, génère des alarmes et assure l’arrêt d’urgence si nécessaire.
La modernisation vise à réduire les erreurs humaines et le combustible supplémentaire, améliorer la stabilité et protéger le revêtement. Les modifications essentielles comprennent le contrôle automatique de la température dans les oxydateurs thermiques primaire et secondaire ainsi que l’utilisation de thermocouples en platine jusqu’à `1600 °C`.
WebHMI est un système de supervision et de contrôle à distance regroupant dans une interface les données de chaque unité, jusqu’à un complexe de `22` unités. Il permet au responsable de consulter états et phases (séchage, pyrolyse, rechargement), recevoir des notifications de progression et d’écarts et analyser le journal d’actions des opérateurs et l’historique des alarmes. Cela accroît transparence, discipline et maîtrise globale. Les données permettent également à des scripts d’IA de transformer le « langage des chiffres » en un « rapport détaillé » avec causes et recommandations.
L’unité est conçue pour fonctionner `24/7`. Pour exploiter une à trois unités, il faut habituellement un opérateur et un à trois ouvriers non qualifiés, selon le degré de mécanisation logistique. Ces ouvriers chargent la matière, déplacent les wagonnets, refroidissent et déchargent le charbon. L’opérateur suit les modes et alertes ACS, enregistre les performances du personnel et de l’unité et organise la logistique `matière première -> produit`.
- Préparation : processeur de bois (scie-fendeuse) avec convoyeur.
- Logistique des wagonnets : chariot élévateur, voies, plateformes mobiles et fixes, treuil électrique.
- Déchargement : basculeur de wagonnets ou chariot élévateur.
- Poste opérateur et supervision : vidéosurveillance et WebHMI.
En pratique, le bois doit mesurer jusqu’à `300 mm` de longueur et `120 mm` de diamètre, selon l’essence et l’empilage. Cela accélère le séchage et la pyrolyse et améliore la répétabilité du cycle.
Le charbon chaud refroidit dans les wagonnets sans accès d’oxygène. Quand la teneur en carbone fixe est basse (`Cfix < 78 %`), une stabilisation par contact contrôlé avec l’air est nécessaire pour éviter l’auto-inflammation. Les modes de refroidissement/stabilisation et les conditions de stockage sont choisis selon la fraction et l’emballage.
Le complexe peut être transporté par camion TIR ou conteneur maritime, par exemple open-top de `40 ft`. En pratique, jusqu’à deux unités EKKO peuvent être chargées sur un camion selon la configuration. Une grue d’au moins `10 t` est recommandée pour le déchargement. Une unité tient dans un conteneur maritime open-top de `40 ft`.
Dimensions de base démontée : longueur `5850 mm`, largeur `2550 mm`, hauteur `2300 mm`, à préciser selon configuration.
Le délai de fabrication contractuel usuel est d’environ `60` jours ouvrables à compter de l’acompte, sous réserve de la charge de production.
La garantie de l’unité GreenPower est de `12 mois`, sous réserve du respect des conditions d’exploitation et du procédé technologique. Sa durée de vie moyenne en exploitation appropriée est de `5-10 ans`. Après plusieurs années, des réparations planifiées peuvent être nécessaires, par exemple pour les wagonnets, éléments des canaux de gaz et joints, et ne dépassent généralement pas environ `10 %` du coût de l’unité.
- Puro.earth (CORC)` est une norme mondiale et une plateforme B2B exclusivement spécialisée dans la certification et la vente de crédits issus du retrait artificiel de dioxyde de carbone (CDR) de l’atmosphère ; elle est reconnue par Microsoft, Shopify et d’autres sociétés.
- `Verra (VCS/V-Carbon)` est le plus grand système volontaire de certification de crédits carbone au monde. Sa méthode `VM0044` est une norme mondiale pour les projets de biochar, assurant une comptabilisation rigoureuse et une vérification physique indépendante.
L’unité EKKO est structurellement et technologiquement conforme aux exigences strictes de ces systèmes internationaux. L’utilisation de l’EKKO-2 permet de passer avec succès des audits et d’entrer sur le marché international des crédits carbone avec une grande transparence et de fortes performances environnementales.
Oui. Chaque unité porte un numéro de série et est accompagnée d’un ensemble complet :
- passeport de l’unité
- instructions d’exploitation
- manuel de maintenance
- schémas électriques
- schémas d’automatisation
- et certificats de matériaux.
L’unité n’est pas soumise à certification obligatoire. Elle est exploitée en Europe, Asie, Afrique et Amérique du Sud ; la liste des autorisations et mesures est précisée par pays.
Conditions standard : fabrication sur mesure, `60 %` d’acompte et `40 %` avant expédition, avec possibilité de négociation. Le démarrage et la formation ne sont généralement pas compris dans le prix de base et font l’objet d’un accord distinct. Le montage peut être effectué par le client conformément aux instructions avec supervision à distance d’un spécialiste GreenPower, ou sous supervision de montage avec frais de déplacement couverts selon le devis convenu.
