
FAQ
The design of the drying equipment is determined by the choice of raw materials for drying.
- Chamber dryer for drying wood (firewood) and charcoal briquettes.
- Drum dryer for small raw materials – sawdust, wood chips, etc.
- Shaft dryer can be used for wood chips and wood.
Chamber dryer can be used for:
- Wood drying, for the carbonization process in carbonization furnace of the ЕККО type.
- Pre-drying the wood significantly shortens the carbonization process in the carbonization furnace and improves the quality of the charcoal. Which in general increases the productivity of furnaces. Optimum drying temperature <200°C. The duration of the drying process corresponds to the duration of the carbonization process in the furnace.
- Wood drying for fireplaces. Promotes improvement of burning and storage of wood. Typically, the moisture content is adjusted to 15-20%. Optimum drying temperature <150°C.
- Drying charcoal briquette for BBQ or hookah. Briquetting line included. Optimum drying temperature <100°C.
- Heating of industrial or household premises. It is possible to receive both hot water and hot air.
- Separate fire chamber device or a gas (liquid-fuel) burner, for example when using a dryer for fireplace wood
- Excess heat from the carbonization furnace EKKO, with a pre-drying system, is used in this case to increase the furnace capacity to pre-dry the wood.
- Excess heat from the carbonization furnace BIO-KILN, with system for extracting excess heat from the furnace is used to dry charcoal briquette for BBQ or hookah. It is also possible for heating industrial and household premises.
Drum dryer. The maximum effect of the drying plant is ensured by supplying the same amount of thermal energy to each individual piece of raw material. This process is maximally provided by the design of drum drying, where the raw material is in a pseudo-suspended state. However, the use of drum drying for wood is almost impossible due to large pieces of raw materials.
Chamber dryer. In chamber dryers, this effect is ensured by the efficient mixing of heat in the chamber. And also due to the use of recirculation – the repeated use of heat for the chamber, that is, heat is chasing around, moisture is periodically ejected from the chamber.
Dryers are used for:
- preparation of raw materials for the carbonization process, which significantly reduces the production cycle time and improves the quality characteristics of charcoal;
- production of dry firewood for use in fireplaces;
- preparation of raw materials for the briquetting process.
The choice of dryer will depend on the design of the carbonization furnace.
For EKKO, it is optimal to use chamber dryers or direct drying in EKKO furnace trolleys using a pre-drying system.
For BIO-KILN it is possible to use almost any type of drying, however, the best choice would be a continuous dryer: shaft or drum.
The source of thermal energy can be:
- carbonization furnace, that is, thermal energy is generated by burning pyrolysis products in wood, residual or excess heat is used to dry raw materials.
- fire chamber device, can run on virtually any fuel to generate thermal energy, usually wood is used.
150-230°С. This is due to the fact that at a temperature of 250°C, an exothermic reaction begins, and when the raw material is heated to >250°C, it may ignite.
In different parts of the tree, water is distributed very unevenly. There is more of it in the sapwood than in the core; the kopel part of the stem contains more moisture than the top part. A tree growing on swampy soil contains more moisture than a tree growing on dry soil. In winter, there is slightly more moisture in the tree than in summer.
| Name | Absolute moisture content, % | Formation conditions |
| Wet wood | More than 100 % | Prolonged exposure to water |
| Freshly cut | 50-100 % | Variable by season of harvesting |
| Air-dried | 15-20% | Prolonged period in exposure to warm, dry natural air |
| Chamber-dried wood | 6-10% | Dried in artificially controlled environment |
For wood pyrolysis, moisture content is of paramount importance. Since the yield of valuable charring products is the smaller and the heat consumption for the technological process is the greater, the higher the water content in the charred wood.
Absolute humidity of wood — is the ratio of the weight of moisture contained in wood to the mass of absolutely dry wood, expressed as a percentage.
Example: If a 300 gram sample weighs 200 gram after drying, then its absolute humidity is (300-200)/200*100% = 50%
Relative humidity of wood — is the ratio of the weight of moisture contained in wood to the weight of raw wood, expressed as a percentage.
Example: If a 300 gram sample weighs 200 gram after drying, then its relative humidity is (300-200)/300*100% = 33%
During natural drying, in contact with the outside atmospheric air in motion, the relative humidity of which is less than 100%, the wood dries out. The rate of natural drying is the higher, the higher the air temperature, the lower its relative humidity and the faster its movement. In one minute, an unequal amount of moisture is released from 1 cm2 of different surfaces of wood: most of all – from a cross section of wood, less – from a longitudinal split, and least – from a surface covered with bark.
No, it is impossible
The external layers of wood dry much faster than the internal ones. When thick and damp logs are quickly dried, the external layers are dry, while the internal layer are just beginning to lose moisture.
Excess heat is taken directly from the chimney after the afterburner. At the same time, the better the wood was dried, the more excess heat will be for pre-drying, that is, the drying will be more efficient. We recommend first drying the wood in a pre-dryer, and then loading it into the carbonization chamber when starting work on the kiln. It should be noted that the temperature in the chimney can reach 200-1200°C, atmospheric air is used to lower the temperature. That is, the heat is diluted with cold air, as a result of which the temperature of the heat carrier drops to the required one. This process occurs automatically, the operator only sets the required temperature.
The generated heat carrier can be used for chamber dryer or direct drying in trolleys. Chamber dryer significantly increases the efficiency of wood drying, in comparison with trolleys.
Excess heat is taken directly from the chimney after the afterburner. The temperature in the chimney can reach 800-1200°C, atmospheric air is used to lower the temperature. That is, the heat is diluted with cold air, as a result of which the temperature of the heat carrier drops to the required one. This process occurs automatically, the operator only sets the required temperature.
The generated heat carrier can be used for chamber dryer, drum dryer or shaft dryer.
Due to intensive moisture removal from wood. To avoid the formation of cracks, it is necessary to lower the temperature of the heat carrier for drying and increase the drying time.
The external layers of wood dry much faster than the internal ones. When thick and damp logs are quickly dried, the external layers are dry, while the internal layer are just beginning to lose moisture.
As a result, the drying of wood is uneven. This causes the formation of cracks in it, extending from the
external surface inward along the radius. Cracks in wood are also formed due to faster drying of the heartwood compared to sapwood.
Along the fibers
- Logging and woodworking enterprises (with their own feedstock or waste products).
- Producers of fuel wood and energy crops (eucalyptus, bamboo, energy willow, etc.).
- Agricultural enterprises, orchards, and agro-biomass processors (subject to feedstock preparation and applicability for chamber carbonization).
- Companies generating plant-based biomass/carbon-containing feedstock (including some lump waste).
- Investors/operators of BIOCHAR projects (carbon removal projects, soil improvement, ESG) requiring stable quality and process parameter traceability.
- BBQ/HoReCa and retail market.
- Metallurgy.
- Silicon production.
- Activated carbon production.
- BIOCHAR as a soil conditioner/eco-friendly fertilizer (depending on application standards).
- Other industries requiring carbon materials (sorbents, filtration, etc. — based on the customer’s technical specifications).
EKKO-2 is a semi-continuous chamber carbonization (slow pyrolysis) unit equipped with two technological chambers. The process is based on controlled heat supply and the complete neutralization of pyrolysis gases. The thermal energy generated during the neutralization of pyrolysis gases is used for drying the feedstock and maintaining the pyrolysis process, which reduces the need for additional fuel once a stable operating mode is reached.
The main purpose of the EKKO-2 fixed-bed pyrolysis unit is the production of lump charcoal with a minimal content of fine fractions.
A. Processes outside the pyrolysis Unit:
- Feedstock size reduction: cutting and splitting, and in some cases crushing and chopping, i.e. reducing the material to an acceptable fraction, which facilitates thermal processes and loading of feedstock into the trolleys;
- Loading feedstock into the trolleys;
- Pre-drying of feedstock: forced drying using excess heat from the EKKO-2 process;
- Charging the trolley into the chamber and removing the trolley with hot charcoal from the chamber;
- Cooling the charcoal in the trolleys without oxygen access;
- Discharging charcoal from the trolley, and if required, charcoal stabilization and packaging.
B. Processes inside the pyrolysis Unit:
- Final drying and initial stage of pyrolysis (100–250°C): removal of moisture and primary pyrolysis products;
- Carbonization (250–450°C);
- Calcination (approximately 450–550°C): applied when higher fixed carbon content is required (Cfix > 83%).
*Transitions between modes occur according to the ACS algorithms and/or by the operator’s decision;
Pre-drying mode: control of the maximum allowable drying temperature of the feedstock, preventing the onset of pyrolysis reactions in the material;
Typical pyrolysis chamber modes: “DRYING”, “PYROLYSIS START”, “PYROLYSIS END”, “CHARCOAL READY”, “RELOADING”.
The cycle duration depends on feedstock parameters (moisture, density, size), ambient environmental conditions (season/temperature/air humidity), and the operational discipline of personnel (trolley reloading, feedstock loading, charcoal unloading, and site logistics organization).
| Process | Temperatures | Estimated duration (hours) |
| Drying and initial stage of pyrolysis | 100–250°C | ≈ 6–9 |
| Pyrolysis | 250–450°C | ≈ 6–9 |
| Calcination (optional) | 450–550°C | ≈ 2 |
| TOTAL | — | ≈ 12–20 hours |
*Note: The moisture content and fraction size of the feedstock significantly affect the duration of the drying and pyrolysis process. With high moisture and large fractions, drying and pyrolysis processes may overlap, which reduces charcoal yield.
| Absolute moisture content of raw materials | Estimated drying time |
| 8–15% | 2–6 hours |
| 20–40% | 6–10 hours |
| 40–55% | 10–12 hours |
| 55–70% | 12–16 hours |
*Note: When using a pre-drying system, the moisture content of the raw material for the pyrolysis chamber is usually 8-15%, depending on the fraction and initial moisture content of the raw material;
· Fraction size: the smaller and more uniform the feedstock, the faster the heating and the release of moisture/gases.
- Density: affects charcoal yield per unit volume and heating dynamics;
- Moisture: increases cycle duration and may reduce charcoal yield due to carbon–steam reactions if insufficient pre-drying is performed before the pyrolysis chamber;
- Feedstock temperature / season: at sub-zero temperatures, part of the energy is spent on phase transitions (ice → water → steam), which lengthens the cycle;
- Quality of loading in the trolley: affects heat carrier circulation and process uniformity.
Fuelwood and energy wood.
- Lump wood waste (logs, blocks, roots, branches, etc.).
- Woodworking and logging waste (offcuts, rejects, twigs, etc.).
- Fuel briquettes: Pini-Kay, RUF, Nestro, Nielsen, and others.
- Other types of lump biomass waste, provided environmental requirements and technological applicability are met.
*Note: raw materials with a fractional composition of more than 40 mm make it possible to produce lump charcoal;
Preliminary drying is not mandatory, but it is a key tool for ensuring the productivity of the pyrolysis Unit and the quality of the charcoal. The recommended level of preparation is to reduce the relative moisture content of the feedstock to below 15%.
Estimated monthly production (charcoal) depends on the raw material moisture content:
| Raw materials | Absolute moisture content | EKKO-2, tons/month |
| Pre-dried wood | ≈25% | 25–35* |
| Pre-dried wood | ≈15% | 30–45* |
| Fuel briquettes | ≈10% | 40–50 |
*Note: depending on the density and fractions of the feedstock, including the parameters of the automated control system settings.
For evaluation under your project conditions, the following parameters are usually defined: species/type of feedstock, moisture content (absolute/relative), geometry (length/diameter), seasonal temperature, mass loaded into the trolley, and the required charcoal quality (including Cfix). Then, the charcoal yield is calculated based on the mass of absolutely dry feedstock and the actual cycle duration, without taking ash content into account.
In practice, we recommend: performing a calculation using your data;
- Human factor and delays in reloading (late unloading/loading of the trolleys).
- Insufficient feedstock preparation (high moisture content, large fraction size).
- Incorrect pyrolysis mode (too high a rate reduces charcoal yield and strength; too low a rate increases cycle duration).
Important: if the “charcoal is ready” but reloading is delayed, excess heat is not used effectively (for example, for final drying of the feedstock in the pyrolysis chamber), resulting in an increased demand for firewood as fuel.
The benchmark of 0–0.1 m³/day after the pyrolysis Unit reaches a stable operating mode is achievable with proper cycle organization, efficient logistics, and feedstock with an absolute moisture content typically below 30%.
If the feedstock has higher moisture, or if there are delays in reloading or process management errors, the demand for auxiliary firewood increases. Modernization (automatic control of the primary and secondary thermal oxidizers) further reduces auxiliary fuel consumption and minimizes operator influence.
The pyrolysis Unit is not electrical. Electricity is required only for the control panel and actuators. For the basic configuration (without a pre-drying system), the benchmark is up to 0.1 kWh. If a pre-drying system is present, the total installed power is up to 2.5 kWh for the configuration with drying.
Environmental safety is ensured by the complete neutralization of pyrolysis vapour-gas products in the primary and secondary thermal oxidizers. With proper operation, there are no uncontrolled emissions, no “visible smoke,” and no release of liquid pyrolysis products into the atmosphere.
Sanitary distance requirements depend on local regulations. In practice, a guideline of up to 300 meters from residential areas is often used; to reduce this distance, instrumental measurements are typically carried out and approvals are obtained from local authorities.
EKKO-2 operates using the “dry pyrolysis” principle — this means that in the basic version of the Unit, all gaseous pyrolysis products remain in vapor form and are subject to 100% neutralization in the primary oxidizer and the secondary thermal oxidizer of the pyrolysis Unit under high temperatures (1200–1340°C). The heat generated as a result is used to meet the thermal energy requirements of the process.
The ACS (Automated Control System) monitors temperature and process dynamics at key points (primary and secondary thermal oxidizers, heat transfer channels, etc.), using key data from the carbonization process (exothermic and endothermic phases, gas composition, etc.).
Based on temperature sensor readings, the ACS determines the current operating modes of the pyrolysis chamber, redistributes heat between the pyrolysis chambers and the pre-drying system, controls the neutralization of vapor-gas products in the primary and secondary thermal oxidizers, records parameters in electronic temperature and event logs, generates alarms, and ensures emergency shutdown of the Unit when necessary.
The modernization is aimed at reducing human error and additional fuel consumption, improving process stability, and protecting the lining. Key changes include automatic temperature control in the primary and secondary thermal oxidizers and the use of platinum thermocouples (up to 1600°C).
WebHMI is a remote monitoring and control system that consolidates data from each pyrolysis Unit into a single interface (up to a complex of 22 pieces of pyrolysis Unit). It allows the manager to see operating statuses and phases (drying/pyrolysis/reloading), receive notifications about process progress and deviations, and analyze the operators’ action log and the history of alarms. This increases transparency, discipline, and overall controllability of production. Data from the system also makes it possible, using AI scripts, to translate the “language of numbers” into a “detailed report” with explanations of causes and recommendations.
The pyrolysis Unit is designed for 24/7 operation. To operate 1–3 units, usually 1 operator and 1–3 unskilled workers are required (depending on the level of logistics mechanization). The tasks of the unskilled workers include: loading feedstock into the trolleys, moving the trolleys, cooling, and unloading the charcoal. The operator’s tasks include: monitoring ACS modes/notifications, recording the performance of personnel and Unit, and organizing the “feedstock => product” logistics.
- Feedstock preparation mechanization: a firewood processor (saw-splitter) with a conveyor (accelerates loading of the trolleys);
- Trolley logistics: forklift, rail tracks, mobile and stationary platforms, electric winch;
- Charcoal unloading: trolley tipper or forklift;
- Operator station and monitoring: video surveillance + WebHMI.
A practical recommendation from use: firewood should be up to 300 mm long and up to 120 mm in diameter (depending on the type of wood and its stacking). This speeds up drying and pyrolysis and increases the repeatability of the cycle.
Hot charcoal is cooled in the trolleys without oxygen access. When the fixed carbon content is low (Cfix < 78%), a stabilization stage (controlled contact with air) is required to prevent self-ignition. Cooling/stabilization modes and storage conditions are selected based on the fraction size and packaging.
Transportation of the complex is possible by truck (TIR) or by sea containers (e.g., 40 ft open-top).
In practice: up to 2 units of EKKO can be loaded into one truck (depending on the configuration). For unloading, a crane with a lifting capacity of at least 10 tons is recommended. One pyrolysis Unit fits into a 40 ft open-top sea container.
Basic dimensions in disassembled state: length 5850 mm, width 2550 mm, height 2300 mm (subject to clarification based on the configuration).
The typical manufacturing time under the contract is approximately 60 business days from the date of advance payment (may vary depending on production capacity).
The warranty for GreenPower Unit is 12 months, provided that operating conditions and the technological process are соблюдены. The average service life under proper operation is 5–10 years. After several years of operation, scheduled repairs may be required (for example, trolleys, elements of gas channels, and seals), which typically do not exceed approximately 10% of the cost of the pyrolysis Unit.
- Puro.earth (CORC) is the leading global standard and B2B platform specializing exclusively in the certification and sale of carbon credits generated through man-made carbon dioxide removal (CDR) from the atmosphere. The standard is recognized by companies such as Microsoft, Shopify, and others.
- Verra (VCS/V-Carbon) is the world’s largest voluntary carbon credit certification system. Verra’s VM0044 methodology is a global standard for biochar production projects, ensuring rigorous accounting of emission reductions and their physical verification by independent auditors.
The EKKO pyrolysis Unit is structurally and technologically compliant with the strict requirements of these international systems. The use of EKKO-2 Unit enables an enterprise to successfully pass audits and enter the international carbon credit market, ensuring the highest level of transparency and environmental performance of production.
Yes, each pyrolysis unit has a serial number and is accompanied by a full package of documents:
- Unit passport
- Operating instructions
- Maintenance manual
- Electrical diagrams
- Automation diagrams
- Material certificates
This Unit is not subject to mandatory certification.
The units are operated in Europe, Asia, Africa, and South America; the list of permits and measurements is specified for each country.
Standard pricing: custom manufacturing, 60% advance payment, 40% prior to shipment (terms can be negotiated). Startup and personnel training are typically not included in the base price and are covered by a separate agreement. Installation can be performed by the customer according to instructions, with remote supervision from a GreenPower specialist, or by installation supervision (with travel expenses covered according to the agreed-upon estimate).
BIO-CARBON is a vertical moving-bed unit for continuous dry carbonization of biomass. Based on patented technology and full automation, the unit is an industrial asset that produces:
• High-quality charcoal with fixed carbon content (Cfix) from 82% to 95%
• Biochar for agricultural applications
• Industrial charcoal for metallurgy, activated carbon production, semiconductors, and silicon production
• High-potential thermal energy as a by-product
The unit operates 24/7 without technological shutdowns and ensures environmentally friendly production through full neutralization of pyrolysis syngas.
The main advantages of BIO-CARBON include:
- Environmental friendliness: Emissions to the atmosphere consist only of water vapor and CO₂. Pyrolysis gases are fully neutralized at temperatures above 1300°C, eliminating harmful emissions. Compared to traditional methods, which produce up to 4 tons of harmful emissions per 1 ton of charcoal.
- 100% automation: Minimal personnel involvement (1 operator + 1 assistant per shift). Automatic control of all parameters via the 2026 control system.
- Continuous operation: 365 days a year, 24 hours a day, 7 days a week without technological shutdowns.
- Stable product quality: The automated control system ensures consistent characteristics of the produced charcoal.
- Energy efficiency: The unit operates on its own pyrolysis gas; additional fuel is only required during startup (25–50 liters of propane-butane gas). Generates excess heat of 300–1000 kW.
- Low power consumption: BC-2: 8 kW; BC-3: 13.6 kW.
- Compactness: Small footprint with high productivity.
- High reliability: 100% refractory materials, service life of 5–10 years.
There are two main unit models, differing in capacity and dimensions:
| Model | Productivity (t/month) | Productivity (t/year) | Energy consumption (kW/h) |
| BIO-CARBON-2 (BС-2) | 40-70* | 440-770 | 8 |
| BIO-CARBON-3 (BС-3) | 80-120* | 880-1320 | 13.6 |
*Note: productivity is specified for a fixed carbon content (Cfix) 82-95%
GreenPower unit is officially operated in more than 39 countries worldwide, including countries in Europe, Asia, Africa, South America, and North America. The unit has obtained environmental operating permits in all of these regions.
The productivity of BIO-CARBON depends on the following key factors:
- unit model: BIO-CARBON-2: 60–100 t/month; BIO-CARBON-3: 80–140 t/month
- Fixed carbon content (Cfix) in the final product: The lower the required Cfix, the higher the productivity. For example, for the BIO-CARBON model:
- At Cfix 80–85%: up to 120–140 t/month
- At Cfix 90–95%: up to 80 t/month
- Bulk density of the feedstock: Depends on the material density and its particle size. As bulk density increases, the unit productivity increases.
- Feedstock moisture content: Should be below 15% (maximum 20%). Lower moisture increases productivity, while higher moisture decreases it. Optimal moisture: 10–12%.
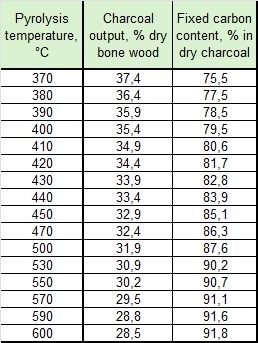
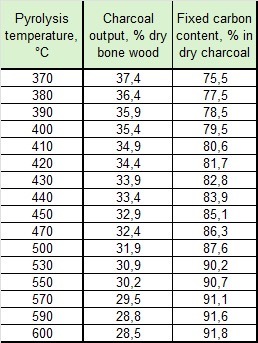
The charcoal yield is approximately 27–40% of the bone-dry feedstock mass, depending on the final process temperature and the required fixed carbon content.
Charcoal yield versus temperature dependency table:
| Final temperature (°C) | Charcoal yield (wt. %) | Carbon content (wt. %) |
| 370 | 40,1 | 75,5 |
| 400 | 38,1 | 79,5 |
| 430 | 36,6 | 82,8 |
| 450 | 35,6 | 85,1 |
| 530 | 33,6 | 90,2 |
| 600 | ~30 | ~93 |
| 800 | 27,1 | 96,0 |
Charcoal yield calculation formula:
% charcoal yield = (feedstock weight – feedstock moisture) × % charcoal yield
Calculation example:
For walnut shells with a moisture content of 15% (absolute), the yield of charcoal with a Cfix content of ~93% will be:
Step 1 — Calculate the bone-dry mass:
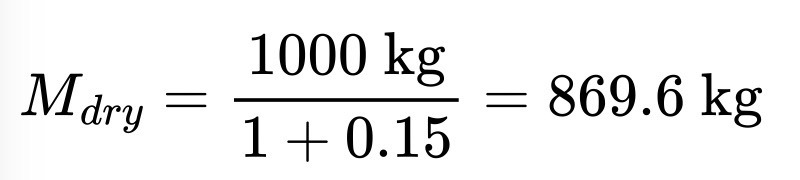
Step 2 — Apply the charcoal yield coefficient (28.5% from bone-dry mass):

Note: The charcoal yield coefficient of 28.5% corresponds to a pyrolysis temperature of ~600°C, which ensures a Cfix of ~91.8–93% according to the GreenPower yield table. Charcoal moisture at discharge = 0%, as the discharge temperature exceeds 100°C.
Table of charcoal yields
Power consumption:
- BIO-CARBON-2: 8 kW/h
- BIO-CARBON-3: 13,6 kW/h
Fuel consumption for the process:
In practice, the feedstock itself serves as the fuel. Additional fuel, as natural gas is used ONLY during startup for 12–24 hours (depending on the model).
At startup, 25–50 liters of propane-butane gas are required. After reaching the operating mode, the unit runs on pyrolysis gas generated during the process.
Excess heat generation:
From 300 to 1000 kW/h, depending on the feedstock and the unit’s productivity. Excess heat is released in the form of clean flue gases (without harmful emissions) at a temperature of approximately 1000°C.
This heat can be used for:
• Feedstock drying
• Charcoal briquette drying
• Space heating
• Generation of process steam
• Charcoal activation
• Other thermal processes
BIO-CARBON consists of the following main components:
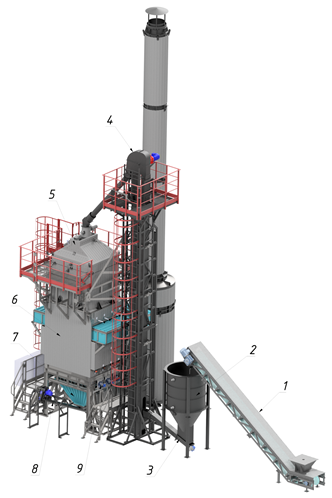
1. Belt/Screw Conveyor: For mechanized loading of raw materials into the storage hopper. Equipped with raw material level sensors.
2. Storage Hopper: Serves as a raw material reserve and for metered feeding.
3. Loading Screw: Operates automatically, separating waste from the raw materials to reduce ash content.
4. Bucket Elevator (Vertical Bucket Conveyor): Loads raw materials from the storage hopper into the unit’s loading hopper.
5. unit Loading Hopper: Equipped with raw material level sensors, an inspection hatch, and a steam outlet pipe. Serves for primary heating of the raw materials.
6. Carbonization Chamber (Pyrolysis Chamber): The central element of the unit. The raw materials move downward through feed channels, heated on both sides by heat channels. As they move downward, they are converted into charcoal. 7. Unloading hopper with air cooling system: Cools the finished charcoal. Equipped with level sensors and a through-wall air cooling system.
8. Unloading screw conveyor: Automatically unloads cooled charcoal from the cooling hopper.9. Pyrolysis chamber unloading devices: Automatically unload the finished charcoal into the cooling hopper based on temperature.
BIO-CARBON can process a wide range of plant-based raw materials. These raw materials are generally divided into two types:
А.Raw materials that do NOT require pre-compaction:
- Wood: Energy wood, bamboo, wood waste, branches, wood chips (5-40 mm)
- Nut shells: Coconut, walnut, hazelnut, almond, palm kernel, pistachio, argan, etc.
- Fruit pits/kernels: Olive, date, peach, etc.
- Pellets and small briquettes: Ready-to-use granulated materials
Б. Raw materials requiring pre-compaction (pelletizing or briquetting):
- Bagasse (sugarcane pulp)
- EFB – palm oil production waste
- Wood sawdust
- Agricultural waste
Napier grass (also known as elephant grass), etc
Basic requirements for raw materials:
- Moisture content: < 15% (optimally 10-12%). Maximum moisture content: 20%. Pre-drying is required for moisture content above 15%.
- Fraction: 5-40 mm. If the feedstock is larger than 35-40 mm, pre-crushing is required.
- Flowability: The feedstock must be free-flowing to ensure uniform flow through the channels.
Ash content: The lower the ash content in the feedstock, the higher the quality of the finished charcoal. It is recommended to use a loading screw to separate debris and reduce ash content.
According to the International Energy Agency, biomass is defined as a biodegradable material of biological origin derived from plants, animals, and microorganisms.
The structure of biomass is important for understanding the pyrolysis process. Based on chemical composition, biomass is classified as:
- Lignocellulosic biomass: Contains cellulose, hemicellulose, and lignin. This is the world’s primary class of industrial biomass. It includes wood, straw, and bark.
- Typical ash content: 0.3-3% (for wood), 2-20% (for agricultural waste).
- Starchy biomass: Contains starch-rich fractions.
- Oily biomass: Contains oils and lipids.
- Protein-rich biomass: Contains proteins and nitrogen-containing compounds.
Important: Lignocellulosic biomass is most suitable for BIO-CARBON, providing a high yield of high-quality charcoal.
Yes, depending on the characteristics of the raw material, the following preparation may be required:
- Crushing: For raw material sizes larger than 35-40 mm.
- Separation: When it is necessary to minimize ash content and debris in the raw material.
- Drying: For moisture contents > 15%. Drying can be accomplished using excess heat from a shaft or rotary dryer.
- Pelletizing/briquetting: For raw materials such as sawdust, bagasse, EFB, and other agricultural waste.
The carbonization process in BIO-CARBON takes place in several stages as the raw material moves from top to bottom through the raw material channels:
| Stage | Temperature | Description |
| 1. Pre-drying of feedstock | 100-150°C | Removal of residual moisture (endothermic reaction) |
| 2. Initial stage of carbonization: endothermic stage | 150-280°C | The beginning of an exothermic reaction, the beginning of charcoal formation |
| 3. The main stage of carbonization: exothermic stage | 280-450°C | The basic process of charcoal production (exothermic reaction) |
| 4. Charcoal calcination: endothermic stage | 450-600°C | Endothermic process, providing fixed carbon content up to 92–95% |
| 5. Cooling/stabilization process of charcoal | up to atmospheric temperatures, without oxygen exposure a | Cooling to a temperature that ensures that charcoal does not burn when in contact with air |
Important: The mode changes as the raw material moves up the channel, depending on its residence time. The temperature for unloading the finished charcoal is set by the operator based on the initial raw material parameters and the requirements for the non-volatile carbon content of the charcoal.
BIO-CARBON uses the principle of indirect heating, which provides:
1. The feedstock moves downward through the material channels under the force of gravity.
2. The material channels are heated from both sides by thermal channels.
3. Pyrolysis gases released from the feedstock during carbonization are oxidised with air in the thermal channels.
4. Heat is transferred to the feedstock through the channel walls (indirect heating).
5. The heat carrier moves upward through the thermal channels, countercurrent to the movement of the feedstock
6. After passing through the pyrolysis chamber, the remaining pyrolysis gases into heat carrier are directed to a high-temperature vortex hot cyclone, where intensive turbulent mixing with secondary air and sufficient gas residence time ensure complete oxidation and neutralization of harmful compounds before discharge into the atmosphere.
This principle ensures:
• Uniform heating of raw materials
• Precise control of temperature zones
• High quality of the finished product
• No contact of raw materials with oxidation products
The quality of finished charcoal is mainly determined by the fixed carbon content (Cfix).
Cfix is controlled by two key process factors:
1. Final carbonization temperature — higher temperature generally increases Cfix.
2. An important condition for stable charcoal quality is the absence of an external oxygen source inside the reactor.
This ensures controlled pyrolysis, creates a strict dependence between process temperature, residence time and Cfix, and minimizes additional ash formation caused by oxidation.
The automated control system regulates the process parameters to maintain the required charcoal quality.
Pyrolysis vapors and gases in BIO-CARBON follow this path:
- Gases are released from the feedstock during carbonization process
- They are removed from the material channels through gas outlet openings
- They enter the gas collector
- They are supplied into the thermal channels of the pyrolysis chamber through special openings
- They mix with atmospheric air supplied through adjustable air channels
- They are neutralized in the thermal channels upon contact with the hot walls
- After transferring heat to the feedstock, the exhaust gases enter the secondary thermal oxidizer
- In the secondary thermal oxidizer, complete neutralization occurs at temperatures above 1300°C
- Clean flue gases (temperature ~1000°C) are used for additional thermal processes
Result: ZERO harmful emissions into the atmosphere, only CO₂ and water vapor.
The BIO-CARBON ACS (version 2026) is a specialized hardware and software system for automating continuous dry pyrolysis unit. The system ensures full control of the thermal decomposition of biomass, guaranteeing a stable output of charcoal with specified characteristics.
The modern automated control system transforms the complex pyrolysis process into a stable and predictable production process, minimizing the impact of the human factor.
Key features of the BIO-CARBON automated control system:
Automatic quality control: The system continuously monitors temperature in each zone of the unit. Intelligent algorithms adjust the product discharge rate to ensure that the output charcoal always meets the specified fixed carbon content (Cfix).
Energy efficiency and environmental performance: The ACS controls the supply of oxidizing air to the primary oxidation chambers (fuel channels) of the pyrolysis chamber and to the secondary thermal oxidizer, ensuring proper process operation and complete neutralization of pyrolysis vapors and gases. This allows the unit to operate in a fully energy-autonomous mode and guarantees zero harmful emissions to the atmosphere.
Uniform heating: Due to precise distribution of heat flows in the pyrolysis chamber, the system eliminates underheating of individual sections of the material channels. This ensures uniformity of each batch of the final product.
24/7 safety: A multi-level protection system instantly responds to any deviations. In case of critical temperature exceedance or feedstock supply failures, the ACS automatically switches the unit to a safe mode, preventing emergency situations.
Intuitive interface: The operator has a complete overview of the process via a visual HMI diagram. The system provides guidance during startup and planned shutdown, maintains a detailed event log, and records trends of all process parameters.
The key functionality of the system includes:
- Automatic startup and shutdown: Safe ramp-up of the unit to operating mode according to predefined heating curves (eliminating thermal shock).
- Intelligent monitoring: Continuous control of temperature fields and the condition of actuators.
- Early warning system: Visual and audible alarms when parameters exceed technological limits.
- HMI interface: Intuitive mnemonic diagrams displaying the dynamics of the dry pyrolysis process in real time.
- Deep data archiving: Storage of historical temperature data and all operator actions.
- Operating mode management: Startup mode, normal operation mode, planned shutdown, emergency shutdown, and test modes.
- Level control: Automatic monitoring of feedstock level in the loading hopper and charcoal level in the cooling hopper.
- Actuator control: Automatic control of ignition burners, air dampers, and discharge devices.
The automated control system includes multi-level interlocks and security systems:
Automatic system recovery in the event of critical failures:
- Flame loss in burner devices
- Draft failure (exhaust fan/fan failure)
- Failure of critical components of the automated control system itself
- Exceeding critical temperatures
- Raw material supply failures
Access rights differentiation:
- Access to process settings is restricted to authorized personnel only
- Protection against accidental changes to critical parameters
Fault tolerance:
- Use of industrial components
- Designed for operation in high-temperature conditions
- Redundancy of critical sensors
Warning system:
- Technological Messages
- Emergency Messages
- Audible Alarms
The automated control system performs precision temperature control at multiple points:
- T1-T6: Temperature of finished charcoal at the bottom of the feed channels (monitoring the unloading moment)
- T7: Temperature before the secondary thermal oxidizer
- T8: Temperature in the secondary thermal oxidizer (monitoring the completeness of detoxification 900-1300°C)
- T9-T10: Temperature in the gas collector (monitoring the vapor-gas humidity)
- T11-T14: Temperature in the pyrolysis chamber heat channels
- T19: Temperature in the loading hopper (monitoring the breakthrough of pyrolysis gases)
- T20: Temperature in the cooling hopper (monitoring the cooling of finished charcoal)
Important: Temperature control of gases after the secondary thermal oxidizer (T8) prevents harmful emissions into the atmosphere. At temperatures of 900-1300°C, complete decomposition of all organic compounds occurs.
EBC (European Biochar Certificate) is an international biochar certification standard that establishes strict requirements for environmental performance and product quality.
BIO-CARBON is designed in compliance with ALL key engineering requirements of the EBC standard for pyrolysis unit, particularly regarding the handling of pyrolysis gases and process control
BIO-CARBON implements the following principles of controlled disposal in accordance with EBC requirements:
The principle of handling pyrolysis gases
In BIO-CARBON, pyrolysis gases are NOT released into the atmosphere without treatment. All vapors and gases are directed to a high-temperature two-stage neutralization zone. As a result, a heat carrier is generated for further use in pyrolysis and drying processes.
Secondary Thermal Oxidizer
The unit includes a dedicated secondary thermal oxidation zone, structurally located downstream of the gas generation system and the primary oxidizer (pyrolysis chamber).
Temperature regime and control
The actual operating temperature for neutralization of pyrolysis vapors and gases reaches up to 1340°C (900–1340°C). The temperature regime is regulated by the automated control system (ACS). Control is carried out using multiple thermocouples (T7, T8). At temperatures above 1250°C, complete decomposition of all organic compounds occurs.
Gas residence time
The residence time is ensured by a combination of factors: chamber volume, channel geometry, and flow velocity limitation. This parameter is calculated at the design stage based on capacity and project configuration.
Refractory lining and insulation
The lining is made of refractory materials (refractory concrete/fireclay bricks SHA-5) with temperature resistance ≥1550°C. Thermal insulation consists of ceramic fiber with a thickness of 100–250 mm.
Gas path and heat losses
The gas path is designed to be short and insulated to minimize heat losses; additional heating from the thermal channels of the pyrolysis chamber is provided.
Measurement and monitoring
Temperature control points are provided: before the secondary thermal oxidation zone (T7), after the zone (T8), as well as in the pyrolysis and feedstock heating zones. Additional installation of draft (negative pressure) sensors, CO/O₂ sensors, and integration into the ACS monitoring system is possible.
Particulate control
In the current configuration, a cyclone is not provided; neutralization of fine carbon particles is achieved in the secondary oxidizer at temperatures above 1300°C, where the “hot cyclone” principle is implemented.
Emission control and adaptation to national regulations
Installation of measurement points in the stack and sampling ports is possible. The system can be adapted to meet national regulatory requirements.
During the operation of BIO-CARBON carbonization unit, harmful atmospheric emissions are ABSENT. Environmental performance is ensured by air oxidation of pyrolysis vapors and gases within the unit to sustain the carbonization process, and by secondary high-temperature oxidation of their residues in a vortex thermal oxidizer at temperatures of 900–1340°C.
The flue gases contain only:
- Carbon dioxide (CO₂)
- Water vapor (H₂O)
This is confirmed by the emission report, which can be requested from the manufacturer.
The unit has received environmental operating permits in Europe, Asia, Africa, South America, and North America.
BIO-CARBON is designed to operate 24 hours a day, 7 days a week, year-round without shutdowns.
With the maximum level of automation, the personnel required per shift to operate one unit is:
- 1 operator (ACS control, parameter monitoring)
- 1 assistant (feedstock loading, finished charcoal discharge)
Accordingly, for 24/7 operation, a shift schedule must be provided (typically 4 shifts of 2 people = 8 people per unit).
When using automatic loading and packaging systems, the number of personnel can be reduced.
The startup of BIO-CARBON is carried out as follows:
- Feedstock is loaded into the material channels through the loading hopper
- Ignition of startup gas burners (propane-butane consumption: 25–50 liters)
- Gradual heating of the pyrolysis chamber according to predefined heating curves (to prevent thermal shock)
- Reaching operating mode within 12–24 hours (depending on the model)
- After reaching the operating temperature, the burners are switched off
- The unit switches to operation on its own pyrolysis gas
The ACS automatically manages the entire startup process; the operator only needs to activate the startup mode and monitor parameters.
BIO-CARBON is designed for continuous operation 365 days a year without technological shutdowns.
Planned maintenance includes:
- Regular visual inspection of the unit (daily)
- Inspection of conveyors and drives (weekly)
- Cleaning and lubrication of moving parts (monthly)
- Inspection of refractory lining condition (every 6 months)
Shutdown of BIO-CARBON may be required only for:
- Major overhaul (after 3–5 years of operation)
- Replacement of worn components (dampers, trolleys, discharge devices)
- Restoration of refractory lining
With proper operation, maintenance and repair costs do not exceed 10% of the unit cost.
After discharge from the pyrolysis chamber, the finished charcoal passes through the following stages:
- Discharge into the cooling hopper:
- Automatic discharge via discharge devices
- Charcoal temperature at discharge: 450–600°C (depending on the target Cfix)
- Cooling in the stabilization hopper:
- Indirect air cooling through the hopper walls
- Forced ventilation
- Cooling to a temperature that prevents ignition upon contact with air
- Discharge via screw conveyor:
- Automatic discharge based on level sensor signals
- Charcoal is discharged into metal containers or trolleys
- Additional processes (optional):
- Stabilization and cooling in a vibrating conveyor
- Separation of fine fraction (charcoal dust) using an aspiration system
- Packaging into containers for delivery (manual, semi-automatic, automatic)
Symptoms:
- Illogical discharge behavior (sudden acceleration or stoppage)
- Inability to stabilize air dampers V1–V8
- False overheat alarms for hoppers (T19/T20)
ACS logic:
- If T1–T6 < 450°C — complete stop of discharge
- If T11–T14 < 600°C — forced closure of dampers V1–V8
- If T8 > 1300°C — closure of V9 (protection of secondary thermal oxidizer refractory lining)
Action: Check thermocouple circuit integrity, replace the sensor if necessary.
Symptoms:
- Temperature imbalance across channels (T11–T14)
- Inability to reach operating mode (Reg_Work)
- Drop or uncontrolled increase in temperature in the secondary thermal oxidizer (T8)
APCS logic: Failure of the “vector control” algorithm. The system cannot balance the air supply.
Action: Check actuator power supply, clean damper shafts from soot/tar deposits.
Symptoms:
- Transition to Reg_Alarm_Stop mode without visible mechanical causes
- Mismatch between controller commands and the actual position of actuators
Action: Analyze error logs, check grounding (electromagnetic interference affecting the PLC), reboot the system.
Bucket elevator belt breakage: Complete stoppage of feedstock supply. Triggering of the low-level sensor SR2, followed by the emergency sensor SR3.
Failure of the bucket elevator drive / loading screw motor: Cessation of loading, drop in hopper level, chain reaction — discharge stoppage based on ACS logic.
Action: Replacement of the belt/motor, tension check, inspection of bearing units.
Jamming of the discharge screw (M-SC): Increase in temperature T20, Wind_007 alarm. Manual reverse is required (provided by the algorithm).
Failure of the discharge screw motor: Accumulation of finished charcoal, risk of ignition in the discharge unit.
Failure of rake (agitator) drive motors: Disruption of uniform charcoal discharge, local material build-ups in the chamber, temperature imbalance T1–T6.
Failure of the discharge hopper fan motor: Sharp increase in T20, risk of charcoal ignition upon contact with air due to lack of forced cooling.
Action: Emergency stop of discharge, mechanical inspection, replacement of motors.
Destruction of chambers made of SHA-5 (refractory brick): Cracks and brick fallout lead to parasitic air ingress and disruption of pyrolysis gas dynamics.
Destruction of channels made of ceramic fiber boards: Loss of thermal insulation properties, burn-through of the outer casing, sharp decrease in unit efficiency.
Symptoms:
- T11–T14 behave нестably
- External walls of the unit overheat above normal limits
Destruction of the lining and ceramic fiber elements in the downcomer shaft: Clogging of the duct with lining debris, disruption of draft.
Destruction of the thermal oxidizer lining: Risk of overheating of the thermal oxidizer metal structures, T8 stops responding adequately to the position of the V9 damper.
Destruction of the draft pipe (chimney) lining: Drop in natural draft, risk of collapse of the inner part of the pipe and blockage of the gas outlet.
Action: Scheduled shutdown, replacement of ceramic fiber boards, re-laying of the SHA-5 bricks.
Logic: If T9/T10 < pUst_T9_10_min, unloading is stopped completely (wet steam protection).
Reason: Excessive raw material moisture or damage to the internal lining, leading to moisture ingress into the collector.
Logic: When the setpoint is exceeded, the maximum unloading speed of the M-UD-1.6 is activated.
Reason: Pyrolysis gas breakthrough upwards due to lining failure or raw material freezing. THIS USUALLY OCCURRES when the unloading temperature (T1) exceeds 580°C.
Criterion: T8 – T7 ≥ 10°C
Problem: If the difference is smaller, the system assumes there is no oxidation reaction of the residual vapor and gases released during pyrolysis and closes V9.
Cause: Failure of the V9 drive or physical damage to the thermal oxidizer lining.
In this unit, temperature is regulated through the discharge rate, while the heat balance is controlled via air supply for the oxidation reaction.
Any mechanical failure (motor, screw conveyor, bucket elevator) or destruction of refractory lining instantly disrupts the ACS mathematical model, switching the unit into emergency mode.
Therefore, regular maintenance and adherence to recommended temperature regimes are critically important for uninterrupted operation.
All unit manufactured by GreenPower is covered by a 1-year warranty, provided that the Customer complies with the operating conditions and the technological process.
The warranty covers:
• All unit and components manufactured by GreenPower
• Components from third-party manufacturers
The warranty does NOT cover:
• Damage caused by violation of operating conditions
• Normal wear and tear of consumables
• Damage caused by force majeure circumstances
If the technological process requirements are met, including proper maintenance of the unit and careful handling, the service life is at least 10 years. After approximately 3 years of operation, repair work on individual components may be required.
Important: repair work does not exceed 20% of the unit cost (even in case of full replacement of failed elements). All components exposed to aggressive environments are made of special steels and high-quality refractory materials.
Yes, each pyrolysis unit has a serial number and is supplied with a full set of documentation:
• unit passport
• Operating instructions
• Maintenance manual
• Electrical diagrams
• Automation diagrams
• Material certificates
This unit is not subject to mandatory certification.
To date, the units have officially received environmental permits for operation in countries across Europe, Asia, Africa, North America, and South America.
According to the contract, the manufacturing time for one BIO-CARBON unit is 60–90 working days from the receipt of the advance payment.
Supply stages:
- Design and configuration (10–15 days)
- Manufacturing of main components (60–90 days)
- Assembly and testing (5–10 days)
- Packaging and shipment (2–5 days)
GreenPower provides full support for the implementation of BIO-CARBON:
Technological audit and assessment: Analysis of unit, determination of installation points for temperature sensors and actuators.
Design and configuration: Development of automation schemes, assembly of control panels, supply of instrumentation (I&C).
Installation and supervision: unit installation on site, laying of cable routes.
Commissioning (startup and adjustment): Setup of control loops, tuning of pyrolysis gas neutralization algorithms and feedstock movement on real material.
Personnel training: Training course for operators and technologists on charcoal quality control via the ACS interface.
Service support: Consulting and remote monitoring of system operation.
Main consumers of finished products:
- Hookah charcoal briquette manufacturers: High-quality charcoal with Cfix 85–95% for hookah briquette production.
- BBQ charcoal briquette manufacturers: Charcoal with Cfix 82–85% for barbecue briquettes.
- Activated carbon producers: Industrial charcoal with high carbon content for activation.
- Direct consumers of charcoal briquettes: Restaurants, cafes, hookah lounges, private consumers.
- BIOCHAR producers/consumers: Agricultural sector (soil improvement), livestock farming, construction.
- Industrial consumers: Manufacturers of semiconductors, silicon, activated carbon, ferrous and non-ferrous metallurgy.
The resulting charcoal has high Cfix characteristics, which increases its energy value and applicability in various fields:
- BBQ charcoal: Cfix 82–95%, stable heat output, smokeless combustion, high calorific value.
- Biochar for agriculture: Improves soil structure, retains moisture, increases crop yield.
- Biochar for animals: Feed additive to improve digestion and animal health.
- Industrial charcoal for semiconductors, silicon, ferrous and non-ferrous metallurgy: High Cfix purity, uniform quality, low ash content.
- Industrial charcoal for activated carbon production: High carbon content, suitable pore structure.
- Thermal energy as a by-product: Used for drying raw materials/briquettes, heating, and other technological needs.
The production cost depends on many factors and is calculated individually for each project. The main cost components are:
- Feedstock (main cost item):
• Cost depends on the region and type of raw material
• To produce 1 ton of charcoal, 2.7–4 tons of dry feedstock are required (depending on Cfix) - Electricity consumption (peak load):
• BC-2: 8 kW/h
• BC-3: 13.6 kW/h - Personnel: 2 people per shift (operator + assistant)
- Maintenance: not more than 5% of the unit cost per year of operation
- Packaging and logistics
Advantages of BIO-CARBON:
• Zero fuel costs (after startup)
• Generation of excess heat that can be utilized
• Low energy consumption
• High level of automation = low personnel costs
The return on investment depends on:
• feedstock cost in the region
• market price of charcoal
• productivity of the selected model
• Cfix content in the finished product
• additional income (use of excess heat)
A typical payback period is 1 to 3 years, provided production and sales are properly organized.
Factors affecting profitability:
✓ availability of low-cost feedstock
✓ high market demand
✓ production of high-quality charcoal (Cfix 90–95%)
✓ use of excess heat for auxiliary processes
✓ packaging automation
✓ direct contracts with end consumers
To calculate the payback period for a specific project, it is recommended to contact GreenPower specialists, who will perform a technical and economic analysis taking all factors into account.
